

日本人はこまめに改善したがり、生産管理の定義は複雑すぎて手に負えない。そこでニチ子(日程・調達・工数)と重代(進捗・現品・余力)に単純化したのが、診断士試験の功績です。
そりゃ生産管理は米国発のIEを除き主に国内で発展したから、どうしても用語がわかりにくい。そこで生産管理production management=計画planning+統制controlと、併せて英語で覚えるのがコツな。
持続的な競争優位を築くには、VRIOのI(模倣困難性)とO(組織力)が不可欠。同業D社がIもOも両方苦手な点に目をつけ、「事例Ⅲ」でのスコア格差が確定しました。
生産管理の説明を生成AIに頼むと、あえて製造業でなくオフィスワークやサービス業の例で答えてくれる。これならホワイトカラーのあなたも納得です。
日程計画と進捗管理は、プロジェクトや業務の進行状況を管理し、スケジュール通りに作業を進めるための重要な手法です。例えば、オフィス内での新しいITシステムの導入プロジェクトを考えてみましょう。このプロジェクトでは、ソフトウェアの開発、テスト、トレーニング、そして導入などのフェーズがあります。日程計画では、これらの作業を適切な順序でスケジュールします。進捗管理では、各フェーズが計画通りに進行しているかどうかを監視し、予定よりも遅れが生じた場合には、適切な対策を講じます。
調達計画と現品管理は、必要な資材や製品を効率的に調達し、在庫を管理するための手法です。例えば、小売業での在庫管理を考えてみましょう。店舗では、商品の調達計画を立て、需要予測に基づいて適切な数量の商品を仕入れます。現品管理では、在庫レベルを監視し、売れ行きの良い商品を再発注し、滞留在庫を最小限に抑えます。また、商品の回転率や棚卸しの頻度なども考慮されます。
工数計画と余力管理は、労働力の効率的な配分と時間の管理を目指す手法です。例えば、サービス業でのプロジェクトマネジメントを考えてみましょう。プロジェクトでは、各メンバーのスキルや経験を考慮して、作業量やタスクの割り当てを行います。工数計画では、それぞれのタスクに必要な時間やリソースを見積もり、プロジェクト全体のスケジュールを立てます。余力管理では、作業が予定よりも早く進行した場合や、予期せぬ問題が発生した場合に、柔軟にリソースを再配分することで、プロジェクトの遅延を最小限に抑えます。
【過去問RTA 生産管理②】日程+調達+工数計画36マーク / ニチ子と重代で丸暗記
要するに試験合格のためでは気が重たいが、「生産管理」の学びはあなたのオフィスワークにまるっと役立つ。そこに気付くか過去問の答をムキになって覚えるかが、上位5%⇔同業D社の分かれ目です。
日程計画
日程計画はジョブショップスケジューリング、PERTなど主に計算問題で出題します(3/19掲載予定)。R5と再試験では、知識問題が2問出ました。
当問は当てにくいですが、×d追番管理はどうみても連続生産なので、×エオを落として三択にはなる。テキスト外の「製造三角図」は、ネットで調べます。
| 個別生産における進捗管理手法の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| 〇a 差立て板 〇b カムアップシステム ×c 製造三角図 ×d 追番管理 〇e ガントチャート |
| a | b | c | d | e | |
| ×ア | 〇 | 〇 | × | 〇 | |
| 〇イ | 〇 | 〇 | 〇 | ||
| ×ウ | 〇 | × | |||
| ×エ | × | × | |||
| ×オ | × | 〇 |
当問は3つの生産統制をカバーする良問です。×アエオはいずれもJIS定義なので、暗記せずにサラリと眺めます(※JIS定義の暗記は不要)。

| × | →〇 | |
| ×ア | 加工 | 運搬・移動や停滞・保管 |
| ×ウ | 前工程 | 後工程 |
| ×エ | 生産数量を増減 | 作業の再配分を行って能力と負荷を均衡させる |
| ×オ | 生産システムの問題点を把握したり、改善の方法を検討 | 次式で表される当期仕込量に従ってワークを供給し,生産を統制 (当期仕込量=当期生産量+基準仕掛量−前期仕掛量) |
| 生産統制に関する記述として、最も適切なものはどれか。 |
| ×ア 現品管理は、資材、仕掛品、製品などの物について加工の状況を管理する活動で、現物管理ともいう。 〇イ 進捗管理は、仕事の進捗状況を把握し、日々の仕事の進み具合を調整する活動で、進度管理ともいう。 ×ウ プルシステムは、前工程から引き取られた量を補充するためにだけ、生産活動を行う管理方式で、前工程引き取り方式ともいう。 ×エ 余力管理は、各工程または作業者について、現在の負荷状況と現有能力とを把握し、現在どれだけの余力または不足があるかを検討し、生産数量を増減させる活動で、工数管理ともいう。 ×オ 流動数管理は、流動数分布を利用して、生産システムの問題点を把握したり、改善の方法を検討する分析手法である。 |
調達計画
①需要予測
大工場の連続見込生産に欠かせないのが需要予測。よって「事例Ⅲ」ではまず出ません。
×ウエの単純あべこべは、見破りやすいパターンです。
| × | →○ | |
| ×イ | 過去 | 最近 |
| ×ウエ | 短期 | 長期(下線部あべこべ) |
| 需要予測に関する記述として、最も適切なものはどれか。 |
| ○ア 過去の観測値から将来の需要量を予測するために移動平均法を利用した。 ×イ 過去の観測値ほど重みを指数的に増加させるために指数平滑法を利用した。 ×ウ 工場の新設に当たっての設備能力を決定するために短期予測を利用した。 ×エ 次週の生産計画を立案するために長期予測を利用した。 |
○イウはマクロ経済知識。×ア○ウは暗記不要。
| × | →○ | |
| ×ア | 回帰直線 | 重回帰分析(難) |
| 需要量の予測に関する記述として、最も不適切なものはどれか。 |
| ×ア 季節変動を説明するモデルには回帰直線を利用する方法がある。 〇イ 景気変動などのように周期が固定されない変動は循環変動と呼ばれる。 〇ウ 傾向変動を説明するモデルにはロジスティック曲線を利用する方法がある。 〇エ 産業連関モデルでは、最終部門に生じた需要の変動が生産部門に及ぼす波及効果が表現される。 |
注目は選択肢×エの重回帰分析。H29第34問エと同じ知識を問い、大事な所は繰り返し出題するルールの好例です。
| × | →○ | |
| ×ア | 移動平均法 | 指数平滑法や時系列解析(難) |
| ×イ | 当期の実績値と前期の実績値を加重平均して | 前期より当期の実績に重みをつけて |
| ×エ | 選ぶ | 除く(やや難) |
| ×オ | 用いることができない | 有効になる |
| 需要予測に関する記述として、最も適切なものはどれか。 |
| ×ア これから発売する新商品の需要の予測を行う場合には、移動平均法が適している。 ×イ 指数平滑法を用いた需要予測は、当期の実績値と前期の実績値を加重平均して、次期の予測値を算出するものである。 ○ウ 重回帰分析による需要予測では、適切な変数を選択すれば、需要に影響を与える各変数の影響を回帰係数として推定できる。 ×エ 重回帰分析を行うに当たって説明変数を選定する際には、各説明変数の間に高い相関が認められるものを選ぶ方が良い。 ×オ 直前の需要の変化に対応した予測を行う場合には、指数平滑法を用いることができない。 |
×アイは簡単。×エの指数平滑法の説明はやや難。
| × | →○ | |
| ×ア | しない | する |
| ×イ | 増加 | する |
| ×エ | どは独立に | を参考に |
| 需要量の時系列データを用いる需要予測法に関する記述として、最も適切なものはどれか。 |
| ×ア 移動平均法の予測精度は、個々の予測値の計算に用いるデータ数に依存しない。 ×イ 移動平均法では、期が進むにつれて個々の予測値の計算に用いるデータ数がしない。 ○ウ 指数平滑法では、過去の需要量にさかのぼるにつれて重みが指数的に減少する。 ×エ 指数平滑法では、過去の予測誤差とは独立に将来の需要量が予測される。 |
どちらかというと「生産」「需要」というより、「マクロ経済」景気変動の知識とセットで覚えます。
| × | →〇 | |
| ×ア | 付加した | 乗じた |
| ×イ | 季節変動 | 循環変動 |
| ×ウ | 季節変動 | 不規則変動 |
| ×オ | 季節変動 | 傾向変動 |
| 時系列データを用いた需要予測を行う際には、時系列データの変動要素を理解することが重要である。十分な期間が存在する時系列データの変動は、傾向変動、循環変動、季節変動、不規則変動の4 種類の要素に分解することができる。 これらの変動要素のうち、季節変動に関する記述として、最も適切なものはどれか。 |
| ×ア 季節調整値は、原数値に季節変動を付加した値である。 ×イ 季節変動の要因の1 つは、景気の好況あるいは不況によって繰り返される変動である。 ×ウ 季節変動の要因の1 つは、突発的な需要変動である。 〇エ 季節変動は、1 年を周期とする変動である。 ×オ 季節変動は、長期間にわたって一方的な増加または減少の方向を持続する変動である。 |
②発注方式
同じく個別受注生産が多い「事例ⅢC社」では、発注方式自体はあまり問われず、むしろEOSやEDIで電子化します(R5事例Ⅲ)。
テキスト知識。
| × | →○ | |
| ×イ | 定期的 | 定量的 |
| ×ウ | 2 | 1 |
| ×エ | 発注点方式 | 定期発注方式 |
| 発注方式に関する記述として、最も適切なものはどれか。 |
| 〇ア あらかじめ定めた一定量を発注する方式は定量発注方式と呼ばれる。 ×イ 定期的に発注する方式は適用が容易であり、ABC 分析におけるC品目でよく用いられる。 ×ウ 毎回の発注量を2 ロット(ビン)ずつに固定する発注方式はダブルビン方式と呼ばれる。 ×エ 毎月第1 月曜日に発注するなど発注する時点が固定される発注方式は発注点方式と呼ばれる。 |
細かく直して、暗記代わりに。
| × | →○ | |
| ×ア | 2倍 | 1倍 |
| ×イ | 調達期間中の平均的な払い出し量 | 〃 +安全在庫 |
| ×エ | 発注間隔+ | (削除) |
| 発注方式における発注点あるいは発注量の決定に関する記述として、最も適切なものはどれか。 |
| ×ア ダブルビン方式における発注量として、発注点の2倍を用いた。 ×イ 定量発注方式における発注点として、調達期間中の平均的な払い出し量を用いた。 ○ウ 定量発注方式における発注量として、経済発注量を用いた。 ×エ 定期発注方式における発注量として、(発注間隔+調達期間)中の需要量の推定値に安全在庫を加えた量を用いた。 |
○ア一択ですが、×イウエオを正文化する方が大事です。
| × | →〇 | |
| ×イ | 累積入荷数量 累積出荷数量 | 発注コスト 在庫コスト |
| ×ウ | ダブルビン | 定期発注 |
| ×エ | 前後 納入日 | 前 品目や数量 |
| ×オ | 発注点 | 発注日 |
| 発注方式における発注点あるいは発注量の決定に関する記述として、最も適切なものはどれか。 |
| 〇ア 安全在庫は欠品を起こさないために決めるものであるが、保有在庫は安全在庫として決めた量を下回ることがある。 ×イ 経済的発注量は、累積入荷数量と累積出荷数量に基づいて決まる。 ×ウ ダブルビン方式の発注量は、納入リードタイムを考慮して、その都度、決める。 ×エ 内示とは、発注前後に納入日を提示することである。 ×オ 発注点とは、発注をする時点を示し、通常、日付のことである。 |
③現品管理
事例ⅢC社はだいたい現品管理がダメダメなので、この論点は良く出ます。
やや難で、現品管理=どこに・何が・どれ位あるか?c・dを少し直しておきます。
| × | →○ | |
| c | 運搬 | 生産 |
| d | 発注方式 | 在庫把握方式 |

| 現品管理の活動に関する記述の正誤の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| ○a 原材料の品質を保持するため、置き場の環境改善を徹底した。 ○b 仕掛品量の適正かつ迅速な把握のため、RFID を導入した。 ×c 仕掛在庫を減らすため、運搬ロットサイズを小さくした。 ×d 在庫量の適正化を図るため、発注方式の変更を検討した。 |
| a | b | c | d | |
| ○ア | 正 | 正 | 誤 | 誤 |
| ×イ | 正 | 正 | 誤 | 正 |
| ×ウ | 正 | 誤 | 正 | 正 |
| ×エ | 正 | 誤 | 正 | 誤 |
| ×オ | 誤 | 正 | 正 | 正 |
×ア 顧客へのサービス率は聞き慣れませんが、欠品率の逆を指します。
| × | →〇 | |
| ×ア | 1ー返品 | 1ー欠品 |
| ×イ | 標準在庫量 使用実績量 | 使用実績量 平均在庫量 |
| ×エ | 期間 | 平均期間 |
| ×オ | 発注残 | 発注の繰越量 |
| 在庫管理に関する用語の記述として、最も適切なものはどれか。 |
| ×ア 顧客へのサービス率は、( 1 -返品率)によって求められる。 ×イ 在庫回転率とは、標準在庫量を使用実績量で除したものである。 〇ウ 在庫引当とは、注文に対して在庫残高から注文量を割り当てて引き落とすことである。 ×エ 棚卸資産回転期間とは、棚卸を行った時点で保有している製品を在庫している期間のことである。 ×オ 発注残とは、発注の平準化のために、次の期に発注するために残している予定発注量のことである。 |
現品管理というより、2級工業簿記の問題です。なお先入れ先出し=First in, First out=FIFO(ファイフォ)と発音するのが簿記のしきたりです。
| × | →〇 | |
| ×b | 数量 | 金額(分母分子あべこべ) |
| 在庫評価に関する記述の正誤の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| 〇a 後入れ先出し法では、古いものが残っていると考えて、現在の在庫の価値を評価する。 ×b 移動平均法では、受け入れるものの数量とその時点の在庫数量の和を、受け入れるものの金額とその時点の在庫金額の和で除して平均単価を求める。 〇c 先入れ先出し法では、古いものから順に払い出されたと考えて、現在の在庫の価値を評価する。 〇d 総平均法では、期首在庫高と期間受入れ額の和を、期首在庫数量と期間受入れ数量との和で除して平均単価を求める。 |
| a | b | c | d | |
| ×ア | 正 | 正 | 誤 | 誤 |
| 〇イ | 正 | 誤 | 正 | 正 |
| ×ウ | 正 | 誤 | 正 | 誤 |
| ×エ | 誤 | 正 | 誤 | 正 |
| ×オ | 誤 | 誤 | 正 | 正 |
×a・bの下線部2つがあべこべ。
| × | →○ | |
| ×ab | 累積量 | 経過時間(下線部あべこべ) |
| 流動数分析に関する記述の正誤の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| ×a 流動数図表では、横軸は累積量である。 ×b 流動数図表では、縦軸は経過時間である。 ○c 累積流入量は常に累積流出量以上である。 ○d 流動数分析は見込生産と受注生産のいずれでも使える。 |
| a | b | c | d | |
| ×ア | 正 | 正 | 誤 | 誤 |
| ×イ | 正 | 誤 | 正 | 誤 |
| ×ウ | 誤 | 正 | 誤 | 正 |
| ○エ | 誤 | 誤 | 正 | 正 |
| ×オ | 誤 | 誤 | 正 | 誤 |
図を読むだけの基礎知識ですが、よく問われます。
| × | →〇 | |
| ×ア | 倉庫に補充 | 倉庫から出荷 |
| ×ウ | 倉庫に補充された量 | 倉庫における在庫量 |
| ×エ | 倉庫から出荷された量 | 倉庫における在庫量 |
| ×オ | 水平 | 垂直 |
| ある倉庫では、ある製品の入出庫管理が先入先出法で行われている。その製品の在庫状況を把握するために行った流動数分析の結果を下図に示す。この図から読み取ることができる記述として、最も適切なものを下記の解答群から選べ。 |
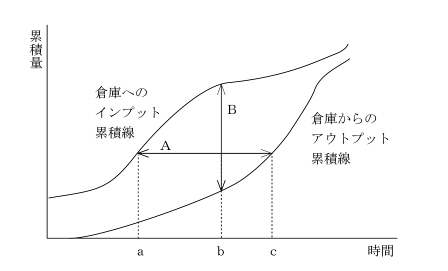 |
| ×ア Aが示す区間の値は、時点aにおける在庫量が倉庫に補充されるまでの期間である。 〇イ Aが示す区間の値は、時点aに入庫した製品の倉庫における滞留期間である。 ×ウ Bが示す区間の値は、時点bにおいて製品が倉庫に補充された量である。 ×エ Bが示す区間の値は、時点bにおける製品が倉庫から出荷された量である。 ×オ インプット累積線とアウトプット累積線における水平方向の間隔が広いほど、倉庫内の在庫が多い。 |
④小売店の在庫管理
「店舗管理」で年1マーク必ず在庫の話が出ますが、「生産管理」側でまとめて覚えます。
同じ論点が問われる「生産」では、形容詞のボケに注目します。
| × | →○ | |
| ×イ | 需要予測量 | 需要予測量+安全在庫量 |
| ×ウ | 低く | 高く |
| ×エ | 1日 | 0日 |
| ×オ | 常に一定 | (引当量を無視すれば)常に一定 |

| 最寄品を主に取り扱う小売店舗における在庫管理に関する記述として、最も適切なものはどれか。 |
| ○ア 定期発注方式を採用した場合、安全在庫を計算する際に考慮する需要変動の期間は、調達期間と発注間隔の合計期間である。 ×イ 定期発注方式を採用した場合、需要予測量から有効在庫を差し引いた値が発注量になる。 ×ウ 定量発注方式を採用した場合、調達期間が長いほど発注点を低く設定した方が、欠品は発生しにくい。 ×エ 定量発注方式を採用した場合の安全在庫は、調達期間が1日であれば、常に0になる。 ×オ 発注点を下回ったときの有効在庫と補充点との差の数量を発注するように運用すれば、補充直後の在庫量は常に一定になる。 |
一通り覚えたら、テキストに戻って体系化します。
| × | →○ | |
| ×ア | 2倍必要 | 変わらない |
| ×イ | 減少 | 増加 |
| ×エ | 安全在庫に一致 | 安全在庫+サイクル在庫 |
| ×オ | 短く | 長く |
| 最寄品を主に取り扱う小売店舗における在庫管理に関する記述として、最も適切なものはどれか。 |
| ×ア ある商品の最大在庫量を2 倍にした場合、販売量を一定とすると、安全在庫量も2 倍必要になる。 ×イ 前日の販売量を発注量として毎日発注する商品の販売量が減少した場合、当該商品の在庫量は減少する。 〇ウ 定期発注方式を採用した場合、販売量を一定とすると、1 回当たりの発注量は発注間隔を短くするほど少なくなる。 ×エ 定量発注方式を採用した場合、適正な在庫量を表す理論在庫は安全在庫に一致する。 ×オ 定量発注方式を採用した場合、販売量の減少が続くときに発注点を変更しなければ、発注間隔は短くなる。 |
×オが意地悪選択肢に。×イもやや難ですがこちらは落とせるので、アオの2択でOK。
| × | →〇 | |
| ×イ | 半分 | 2倍 |
| ×ウ | 少なく | 多く |
| ×エ | 定量 | 定期 |
| ×オ | 販売量の増減にかかわらず一定になる | 残る有効在庫の量に応じて変動する |
| 最寄品を主に取り扱う小売店舗における在庫管理に関する記述として、最も適切なものはどれか。 |
| 〇ア 1 回当たりの発注量が一定の場合、サイクル在庫は一定になる。 ×イ 欠品を防止するために設定する安全在庫量は、需要量の標準偏差が 2 倍になると半分になる。 ×ウ 定期発注方式を採用した場合、販売量を一定とすると、 1 回当たりの発注量は発注から納品までの調達期間が長くなるほど少なくなる。 ×エ 定量発注方式を採用した場合、発注量の決定には発注間隔があらかじめ決定されている必要がある。 ×オ 発注点と補充点を設定して発注する方式を採用した場合、 1 回当たりの発注量は販売量の増減にかかわらず一定になる。 |
有効在庫⇔手持在庫の違いは上図に示します。
| A | B | C | |
| ×ア | 定期発注方式 | 調達期間 | 手持在庫量 |
| ×イ | 定期発注方式 | 調達期間と発注間隔の合計期間 | 手持在庫量 |
| 〇ウ | 定期発注方式 | 調達期間と発注間隔の合計期間 | 有効在庫量 |
| ×エ | 定量発注方式 | 調達期間 | 有効在庫量 |
| ×オ | 定量発注方式 | 調達期間と発注間隔の合計期間 | 手持在庫量 |
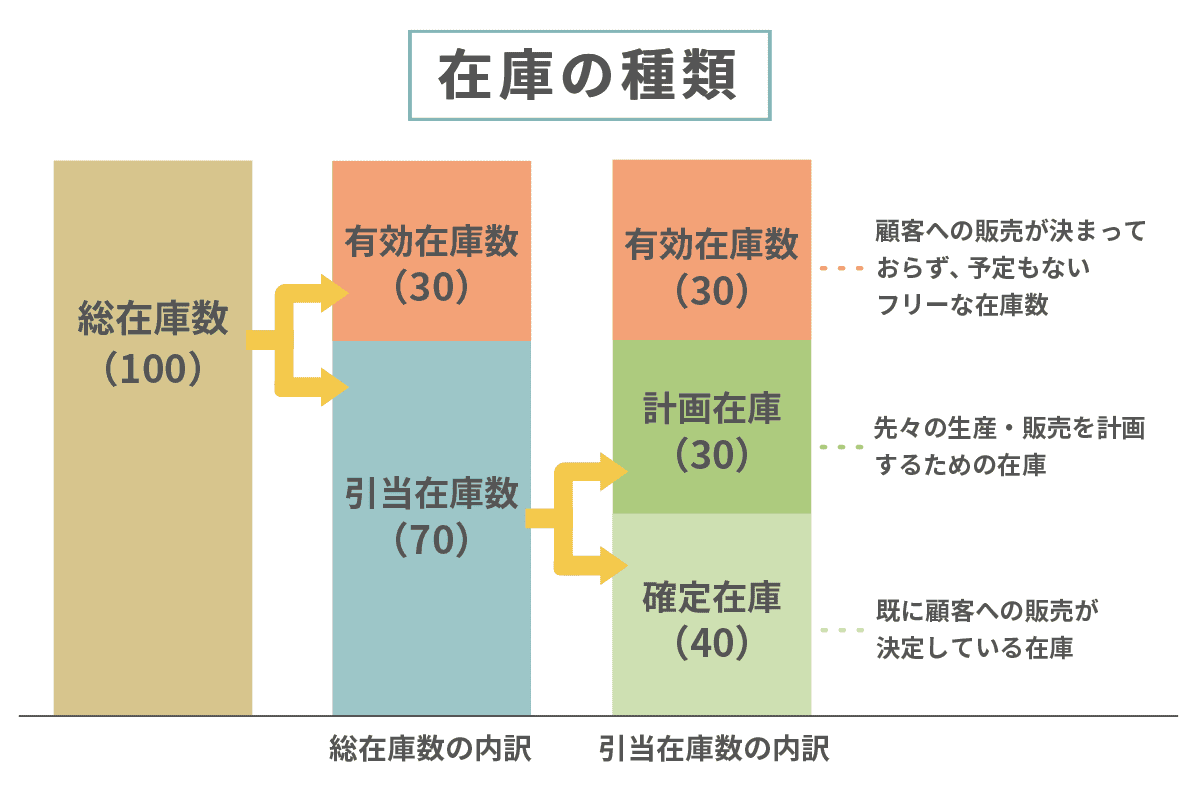
| 小売店舗における在庫管理に関する以下の文章の空欄A~Cに入る用語の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| ある商品について、当該店舗の発注担当者は在庫量を毎日確認し、需要予測に基づいて必要と見込まれる数量を毎日発注している。ここで行われている発注方法を一般的に【A】 という。 適正在庫を維持するためには、発注量を決めるための需要予測量を計算する期間を【B】にする必要がある。また、毎日計算する発注量は、需要予測量と安全在庫の合計数量から発注時の【C】 を減算して求める必要がある。 |
テキストレベルの易問。なおここから3マークは、「小売店在庫」として店舗管理の中で問われますが、考え方は同じなので「生産管理」論点として覚えます。
| A | B | C | |
| 〇ア | 調達期間 | 調達期間と発注間隔の合計期間 | 高く |
| ×イ | 調達期間 | 調達期間と発注間隔の合計期間 | 低く |
| ×ウ | 調達期間と発注間隔の合計期間 | 調達期間 | 高く |
| ×エ | 調達期間と発注間隔の合計期間 | 調達期間 | 低く |
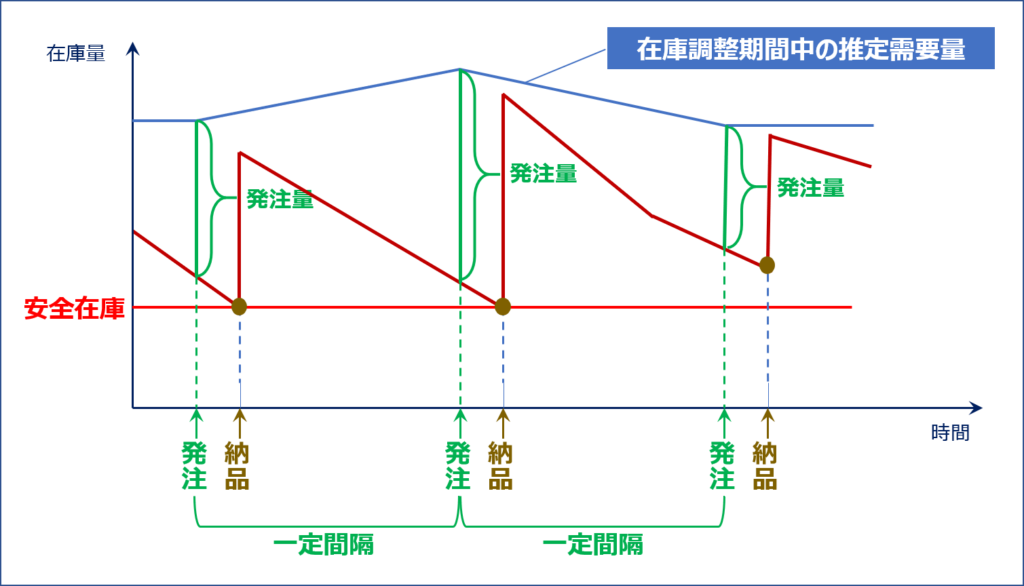
| 小売店舗における在庫管理に関する以下の文章の空欄A~Cに入る用語の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| 小売店舗では、在庫を管理するうえで安全在庫を設定している。例えば、発注点を用いた定量発注方式を採用する場合、その発注点は安全在庫に【A】中の推定需要量を加算して設定される。また、定期発注方式を採用する場合の発注量は、一定期間の推定需要量から安全在庫量と有効在庫量を減じて算出される。この定期発注方式における安全在庫を計算する際に考慮する需要変動の期間は、【B】である。 欠品のリスクを小さくするためには、いずれの発注方式においても、安全在庫の安全係数を【C】設定する必要がある。 |
基本問題ですが、×bは結論あべこべで簡単。×cは少し捻ってあり、過去問解説を見るより自力でネットで調べる方が、「そうか!」となって暗記が捗ります。
| × | →〇 | |
| ×b | 多く | 少なく |
| ×c | 有効在庫量 | 安全在庫 |
| 小売店舗における在庫管理に関する記述の正誤の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| 〇a ある商品の安全在庫を引き上げた場合、その商品の欠品リスクを小さくすることができる。 ×b 定期発注方式を採用した場合、1 回当たりの発注量は発注間隔を短くするほど多くなる。 ×c 定量発注方式を採用した場合、発注点は有効在庫量と発注量の和として設定された値である。 |
| a | b | c | |
| ×ア | 正 | 正 | 誤 |
| ×イ | 正 | 誤 | 正 |
| 〇ウ | 正 | 誤 | 誤 |
| ×エ | 誤 | 正 | 正 |
| ×オ | 誤 | 正 | 誤 |
工程計画(IE)
IEのように出題論点が多い領域では、D社に頼らず自力で体系化や表を作る目利きが大事。ここはテキストに倣い、工・動・稼・時(こうどうかじ)で語呂合わせです。
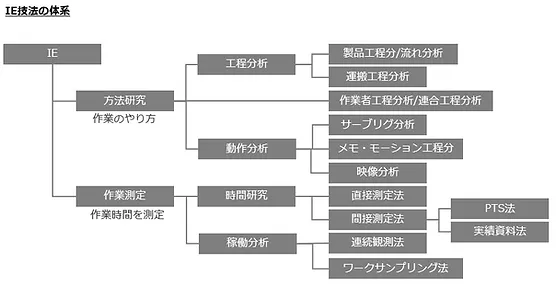
①工程分析
工程分析は分析記号が年1マーク出ます。レイアウトと関係する知識ですが、今のところ「事例Ⅲ」出題の気配はありません。
まず工程図記号の基本の6つを覚えます。
| × | →○ | |
| ×ア | ◇ | ○ |
| ×ウ | 軽量 計数 | 数量 品質 |
| ×エ | 停滞している時間 | 計画したものか否かの差 |
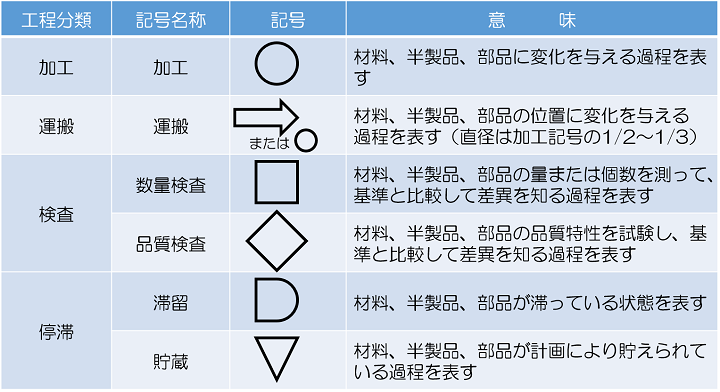
| 工程分析に関する記述として、最も適切なものはどれか。 |
| ×ア 「加工」を表す工程分析記号は◇である。 ○イ 「加工」を主として行いながら「運搬」することを表す複合記号が存在する。 ×ウ 「検査」には「計量検査」と「計数検査」の2 種類がある。 ×エ 「停滞」は「貯蔵」と「滞留」に分類されるが、相違点は停滞している時間の長さである。 |
当問では、マル→バツへのボケ方を観察します。
| ○ | →× どうボケたか | |
| ×イ | (工程後に)品質検査 | (工程後に)数量検査 |
| ×ウエ | 小さい○=運搬 | 省略 |
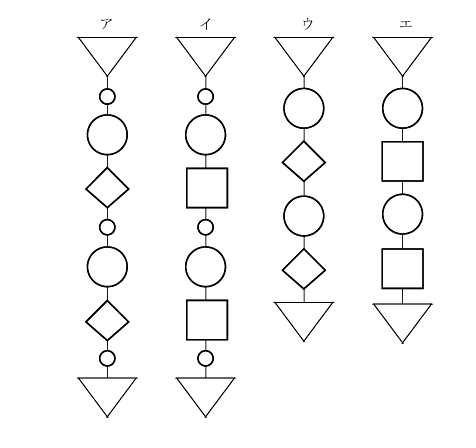
| ある製品の生産の流れは、部品倉庫に保管された部品が第1 工程に運ばれて切削をされ、その後、第2 工程に運ばれて穴あけをされ、製品倉庫に運ばれる。各工程の後では、質の検査が行われる。 この生産の流れに対して製品工程分析を行った場合の工程図として、最も適切なものはどれか。 |
暗記の出番すらない超易問です。
| × | →〇 | |
| ×ア | している | しているかは不明 |
| ×イ | 台車 | 台車による運搬回数 |
| ×ウ | 4 | 3 |
| ×オ | されている | されているかは不明 |
| 部品A、B、Cを用いて製品Xが製造される生産の流れについて、製品工程分析を行った結果を下図に示す。この図から読み取ることができる記述として、最も適切なものを下記の解答群から選べ。 |
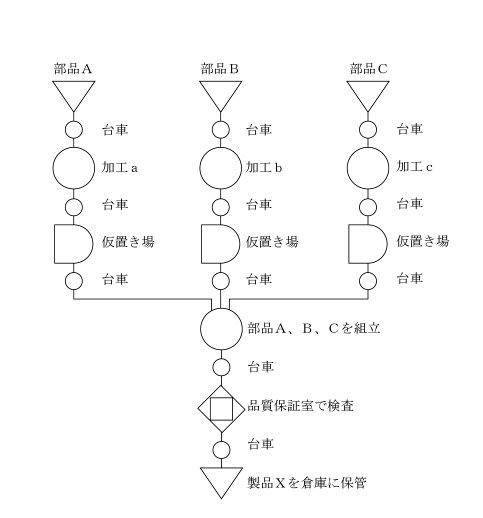 |
| ×ア 加工a、b、cは、同期して加工している。 ×イ 台車は11台である。 ×ウ 滞留を表す工程は、4カ所である。 〇エ 品質保証室での検査は、品質検査を主として行っているが、同時に数量検査も行っている。 ×オ 部品A、B、Cは、同じ倉庫にまとめて保管されている。 |
複合記号の出題が始まり、難易度UP。正解〇オと知ってから、×abcdを正解知識に直して覚えるための設問です。
| × | →〇 | |
| ×a | が取り扱う物 | の作業 |
| ×b | 「余裕」の5つ | の4つ |
| ×c | 内側 | 外側(下線部あべこべ) |
| ×d | 流れ線を合流させて | 「作業」の工程図記号を使って |
| JISで定義される作業者工程分析に関する記述の正誤の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| ×a 作業者および作業者が取り扱う物を、工程図記号を使って分析する。 ×b 「作業」、「検査」、「移動」、「手待ち」、「余裕」の5つの工程図記号が使われる。 ×c 複合記号では、主となる工程を内側に、従となる工程を外側に書き表す。 ×d 作業者が部品を組み立てる工程は、流れ線を合流させて書き表す。 〇e 運搬作業者が物の運搬を行う工程は、「作業」の工程図記号を使って書き表す。 |

| a | b | c | d | e | |
| ×ア | 正 | 正 | 誤 | 誤 | 正 |
| ×イ | 正 | 誤 | 正 | 正 | 誤 |
| ×ウ | 誤 | 正 | 誤 | 正 | 誤 |
| ×エ | 誤 | 誤 | 正 | 正 | 誤 |
| 〇オ | 誤 | 誤 | 誤 | 誤 | 正 |
当問も当てにくいので、テキストを手元に用意して正文化します。×dは「作業者工程分析」でなく、「製品工程分析」の説明。詳細はリンクでどうぞ。
| × | →〇 | |
| ×b | 5つ | 6つ |
| ×c | に | と停滞に |
| ×d | 作業者工程分析 | 製品工程分析 |
| JIS で定義される工程分析に関する記述の正誤の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| 〇a 工程分析では、生産対象物が製品になる過程などを系統的に、対象に適合した図記号で表して調査・分析をする。 ×b 工程図記号には、5 つの基本図記号と3 つの補助図記号の他に複合記号がある。 ×c 工程図記号は、形状に変化を与える加工工程、位置に変化を与える運搬工程、数量または品質の基準に対する合否を判定する検査工程に大別される。 ×d 作業者工程分析では、原材料、部品などの生産対象物が製品になる過程が工程図記号で表される。 |
| a | b | c | d | |
| ×ア | 正 | 正 | 誤 | 正 |
| ×イ | 正 | 誤 | 正 | 誤 |
| 〇ウ | 正 | 誤 | 誤 | 誤 |
| ×エ | 誤 | 正 | 誤 | 正 |
| ×オ | 誤 | 誤 | 正 | 正 |
2次「事例Ⅲ」知識として、IE工数計画⇔余力管理をセットで覚えるための良問です。d=「山崩し」が浮かべばイエの2択になりますが、×エを選ばせるひっかけです。
| a | b | c | d | |
| ×ア | 工数 | 作業余裕 | 工数低減 | 工程編成 |
| 〇イ | 工数 | 余力 | 工数低減 | 工数の山積山崩 |
| ×ウ | 工程能力 | 工程能力指数 | 工程分割 | 工数低減 |
| ×エ | 標準時間 | 作業余裕 | 工程分割 | 工数の山積山崩 |
| ×オ | 標準時間 | 余力 | 工数の山積山崩 | 工程編成 |
| 工数管理や余力管理に関する以下のa~dの記述と用語の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| a 仕事量の全体を表す尺度で、仕事を1 人の作業者で遂行するのに要する時間。 b 各工程または個々の作業者における、現在の作業負荷状態と現有作業能力の差。 c 作業習熟や改善活動、設計改良などによって作業時間を減らすこと。 d 作業の実施時期をずらすなどにより生産の負荷平準化を行うこと。 |
②動作研究
同じような記号でも、動作研究で使うのはサーブリック記号です。事例Ⅲでは、連合作業分析(マンマシンチャート)がH30に唐突に出題されました。
語感で当たるので、×adがどの知識かをテキストで確認。
| × | →○ | |
| ×a | (動作経済の原則) | 自働化の説明 |
| ×d | (動作経済の原則) | 安全の説明 |
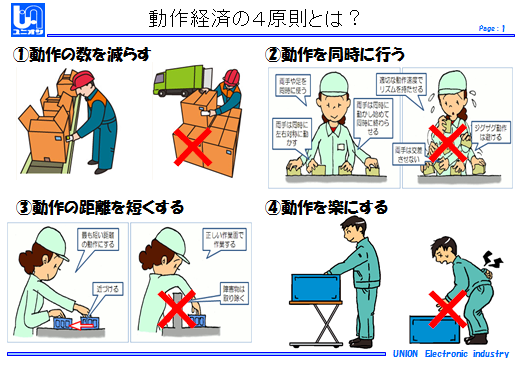
| 動作経済の原則に基づいて実施した改善に関する記述として、最も適切なものの組み合わせを下記の解答群から選べ。 |
| ×a 機械が停止したことを知らせる回転灯を設置した。 ○b 径の異なる2 つのナットを2 種類のレンチで締めていたが、2 種類の径に対応できるように工具を改良した。 ○c 2 つの部品を同時に挿入できるように保持具を導入した。 ×d プレス機の動作中に手が挟まれないようにセンサを取り付けた。 |
| a | b | c | d | |
| ×ア | × | ○ | ||
| ×イ | × | × | ||
| ○ウ | ○ | ○ | ||
| ×エ | ○ | × | ||
| ×オ | ○ | × |
×アイウいずれも難問。IEで本気を出されると手に負えません。
| × | →○ | |
| ×ア | 組立 | 停滞 |
| ×イ | 【3】や【4】 | 【2】や【3】(難) |
| ×ウ | 動作要素 | 両手動作分析 |
| 下表は、作業分析手法に対応した作業の分割区分に基づいて「旋盤を用いてワークを切削する」作業を展開したものである。 この表に関する記述として、最も適切なものを下記の解答群から選べ。 |
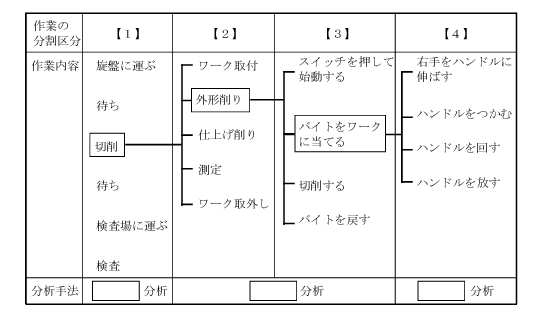
| ×ア 工程分析の対象となるのは分割区分【1 】で、各作業を加工・組立・検査・運搬の4 つに大別して記号化する。 ×イ 時間分析の対象となるのは分割区分【3 】や【4 】で、各作業を遂行するのに要する時間を、ストップウオッチを用いて直接測定する。 ×ウ 動作要素は分割区分【4 】で、作業を行う身体部位として手と腕を対象とし、その動きに着目して分析することで、より少ない無駄のない動きに改善することを目的としている。 〇エ 分割区分【1 】に対応する分析手法には、対象が作業者の場合と物の場合があり、それによって図記号が表す意味が異なる。 |
サーブリッグ(Therblig)は、発表の際に記号の名称を聞かれて、とっさにギルブレス(Gilbreth)の名前の綴りを反対にしたものだそう(出典:OTRS)。
| × | →○ | |
| ×ア | 第1類 | 第3類 |
| ×ウ | すべて正常作業域に | 正常作業域外にも |
| ×エ | 右手 8つ | 両手と目 16個 |

| ある部品の検査工程では、部品のふたを取り外して中身の配線に異常がないかをチェックする作業をしている。この工程のレイアウトを下図に、作業手順①~④を図の右に示している。この作業をサーブリッグ分析した結果を下表に示す。この分析結果から得られる判断に関する記述として、最も適切なものを下記の解答群から選べ。 |
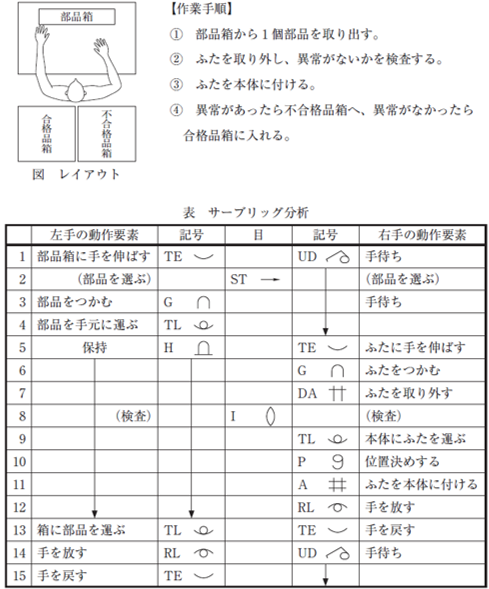 |
| ×ア 最初に改善すべきは、第1 類に分類される「保持」と「手待ち」である。 ○イ 左手の動作要素5 から12 に保持があるので、両手作業が可能な保持具を導入する。 ×ウ 部品箱、合格品箱、不合格品箱の配置を見ると、すべて正常作業域に配置されているため、レイアウトは改善しなくてよい。 ×エ 右手の分析結果より、仕事をするうえで必要な動作要素は8つである。 |
③稼働分析
稼働分析とは、工員が働いているかサボっているかの観察。試験上はあまり出ません。
④時間研究
工場が利益を出すには原価計算が必要で、そのために標準時間が必要。まさかの「Ⅲ」出題に備え、R1→R5の順に並び替えると出そうな所が予測できて安心です。
×アは難。×ウエはJIS定義の細かいひっかけで、暗記不要。
| × | →○ | |
| ×ア | 含めて | 除いて |
| ×ウ | 要素作業 | 基本作業 |
| ×エ | 余裕時間 | 正味時間 |
| PTS(Predetermined-Time Standard)法に関する記述として、最も適切なものはどれか。 |
| ×ア 機械によってコントロールされる時間および躊躇や判断を必要とする作業時間も含めて、ほとんどの作業時間を算出することができる。 ○イ 個人的判断によらない正確かつ公平な時間値を設定する方法である。 ×ウ 人の行う全ての作業を、それを構成する要素作業に分解し、その要素作業の性質と条件に応じて、前もって定められた時間値を当てはめる手法である。 ×エ 標準時間を構成する余裕時間を算出する方法である。 |
×abともにやや難。良問です。
| × | →○ | |
| ×a | 観測時間 | 標準時間 |
| ×b | 割る | 掛ける |
| 標準時間の設定に関する記述として、最も適切なものの組み合わせを下記の解答群から選べ。 |
| ×a 作業を遂行するために必要と認められる遅れの時間が余裕時間で、観測時間に占める余裕時間の割合が余裕率である。 ×b 正常なペースと観測対象作業のペースを比較してレイティング係数を求め、ストップウオッチを用いて観測された観測時間の代表値をレイティング係数で割ることによって正味時間を求める。 〇c PTS 法では、人間の作業を基本動作に分解し、その基本動作の性質と条件に応じてあらかじめ決められた時間値を組み合わせて作業の標準時間を算出する。 〇d その仕事に適性をもち習熟した作業者が、所定の作業条件のもとで、必要な余裕をもち、正常な作業ペースによって仕事を遂行するために必要とされる時間が標準時間である。 |
| a | b | c | d | |
| ×ア | × | × | ||
| ×イ | × | ○ | ||
| ×ウ | × | ○ | ||
| ×エ | × | ○ | ||
| ○オ | ○ | ○ |
JIS定義に関連した暗記問題。①の候補→aかc、②の候補→b,c,eとして、それらしいものを選ぶ。
| 標準時間に関する以下の文章において、空欄①と②に入る記述a~eの組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| 標準時間は、正味時間と余裕時間の合計で表される。【①】 時間は正味時間で、 【 ②】 時間は余裕時間である。 |
| a 部品や材料に直接加工を行うために必要な b ロットごとまたは始業の直後・終業の直前に発生する作業のために必要な c 規則的・周期的に繰り返される作業のために必要な d 作業を遂行するために必要と認められる遅れの e 目的とする生産に直接関係ない作業により生ずる遅れの |
| ① | ② | |
| ×ア | a | b |
| ×イ | a | e |
| ×ウ | b | d |
| ×エ | c | b |
| ○オ | c | d |
時間研究の手法として、×ア=ストップウォッチ法⇔PTS法の違いは? 時間があればこだわっても良いですが、多くは時間のムダなのでさっさと次に行きます。
| × | →○ | |
| ×ア | PTS法 | ストップウォッチ法 |
| ×ウ | いない | いる |
| ×エ | 必要がある | こともある |
| 作業測定に関する記述として、最も適切なものはどれか。 |
| ×ア PTS 法では、作業設計が終了した後、その作業を正確に再現して実測しなければ標準時間を求めることができない。 ○イ 間接測定法である標準時間資料法は、過去に測定された作業単位ごとに資料化されている時間値を使って標準時間を求めるもので、類似の作業が多い職場に適している。 ×ウ 直接測定法であるストップウオッチ法は、作業を要素作業または単位作業に分割して直接測定する方法で、サイクル作業には適していない。 ×エ 人と機械が共同して行っているような作業における手待ちロスや停止ロスの改善を実施する場合には、人と機械に1 人ずつ観測者がついて工程分析を行う必要がある。 |
選択肢の内容自体は難しめですが、結論あべこべパターンは一読して違和感があるので、bcdに×がつきます。
| × | →〇 | |
| ×b | は含まれない | も含む |
| ×c | では作成されない | で作成することもある |
| ×d | には含まれない | に含めてもよい |
| 作業標準に関する記述の正誤の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| 〇a 作業標準の作成に当たっては、最善な作業方法で実行可能で、目的や目標値が具体的であることが重要であり、状況が変化した場合には常に改定されなければならない。 ×b 作業標準では、加工・組立・検査・準備段取作業などの直接的な作業に関する作業方法が規定されており、運搬や保全、異常処理作業などの間接的な作業に関する作業方法は含まれない。 ×c 作業標準は標準作業に基づいて作成されるもので、作業者の教育・訓練の基礎資料であるため、個別生産方式の職場では作成されない。 ×d 作業標準は文書化して保存しておくことが必要であるが、VTR や動画は現場の教育用として補助的に利用するものであり、正式な作業標準には含まれない。 |
| a | b | c | d | |
| ×ア | 正 | 正 | 正 | 誤 |
| ×イ | 正 | 誤 | 正 | 誤 |
| 〇ウ | 正 | 誤 | 誤 | 誤 |
| ×エ | 誤 | 正 | 誤 | 正 |
| ×オ | 誤 | 誤 | 誤 | 正 |
標準時間はやや難です。時間がない方はパスし、余裕がある方は暗記でなく以下の図で理解しながら覚えます。
| A | B | C | D | |
| ×ア | 主作業時間 | 準備作業時間 | 主体作業時間 | 付随作業時間 |
| ×イ | 主作業時間 | 付随作業時間 | 主体作業時間 | 付随作業時間 |
| ×ウ | 主作業時間 | 付随作業時間 | 主体作業時間 | 準備作業時間 |
| 〇エ | 主体作業時間 | 準備段取作業時間 | 主作業時間 | 付随作業時間 |
| ×オ | 主体作業時間 | 付随作業時間 | 主作業時間 | 準備段取作業時間 |
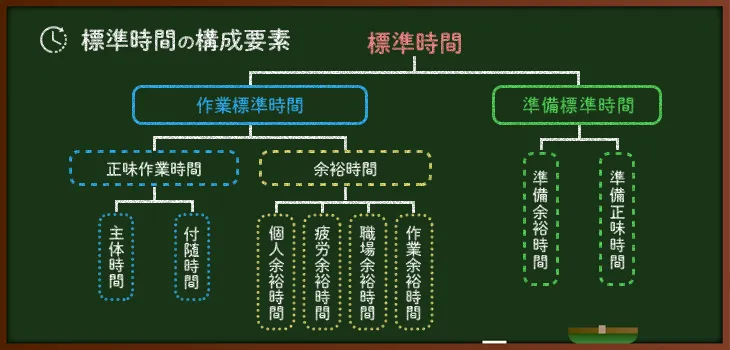
| 標準時間に関する以下の文章の空欄A~Dに入る用語の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| 標準時間は、その仕事に適性をもち、習熟した作業者が、所定の作業条件の下で、必要な余裕をもち、正常な作業ペースによって仕事を遂行するために必要とされる時間で、【A】 と【B】 から構成され、おのおのはさらに、正味時間と余裕時間に分けられる。また、【A 】は【C】と 【D】 とに分けることが可能である。 |
今日のまとめ
当試験の初学優遇の前提から、直近5年「1次」以外の知識は「Ⅲに」出題しないし、出しても没問。そこで「Ⅲ」の超絶知識にムキになるより、ニチ子と重代でフレームワークの丸暗記です。