

製造業を知るためにムダな動画を漁るなら、ヤマザキパンのバイトに行けば済む。そこで口先だけはコンサルで行動力はチキンなあなたのために、今日は工場あるあるの紹介です。
前回の日程・調達・工数の会議ならまだマシですが、わが国では付加価値ゼロの法規制がやたら増えるので、真面目で不器用な会社ほど会議が増える。そこでどんな会議か紹介しましょう。
とにかく法規制や報告書類が多いので、工場内の会議はダラダラ増える。裏事情を知ってクスっとします。
国内製造業は製品の品質を重視するため、品質会議が頻繁に開かれます。品質にはQCとQAの2つがあり、QC(品質管理)は不良品の対策や生産プロセスの改善に焦点を当て、QA(品質保証)は品質基準を管理し、品質を確保するのです。
生産工場では機械や設備の適切な運用が不可欠です。設備部門と生産部門が協力して、設備の状態や保守計画を議論し、生産の効率性を最大化するために、頻度は少ないですがこれも大切な会議です。
本社や経営者がやれSDGsだESGと言い出す他に、地球環境保護やら持続的経営と行政が余計な法律を増やす度に、真面目な生産工場ほど右に左に振り回されます。工場の環境影響を評価し、改善策を設定する大切な会議ですが、環境保護が目的化して工場の生産性を落とすことのないよう、ほどほどの取り組みが望まれます。
【過去問RTA 生産管理④】品質Q・設備M・環境E マーク / その他工場あるある3兄弟
縁の下の力持ちと持ち上げられつつ、工場内で会議をやたら増やす迷惑おじさん3兄弟。設備おじさんだけ周囲の役に立って感謝される所が救いです。
品質(QCDのQ)
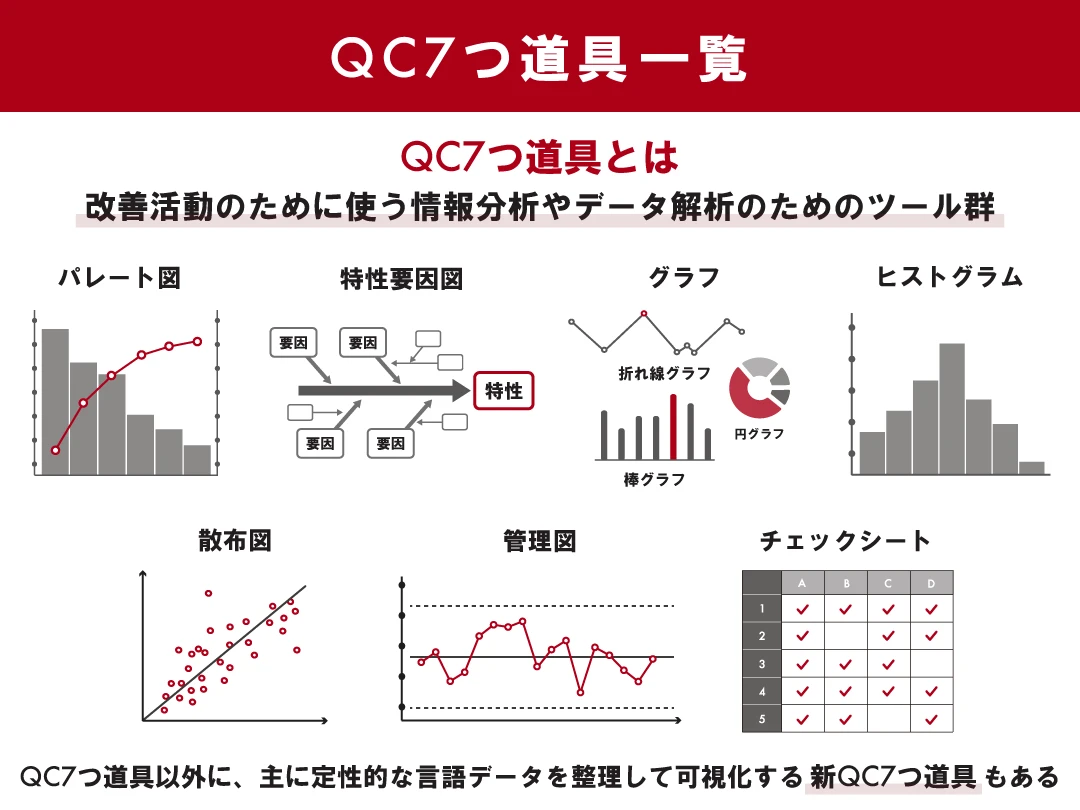
QC7つ道具、新QC7つ道具のどちらかが出るので、語呂合わせで暗記を。
基本の用語入れ替えです。
| × | →○ | |
| ×ア | 管理図 | 散布図 |
| ×ウ | 昇順 | 降順 |
| ×エ | ヒストグラム | 管理図 |
| QC 7 つ道具に関する記述として、最も適切なものはどれか。 |
| ×ア 管理図は、2 つの対になったデータをXY 軸上に表した図である。 ○イ 特性要因図は、原因と結果の関係を魚の骨のように表した図である。 ×ウ パレート図は、不適合の原因を発生件数の昇順に並べた図である。 ×エ ヒストグラムは、時系列データを折れ線グラフで表した図である。 |
QC7つ道具の暗記 サンチェ監督引っ張れそう
新QC7つ道具の暗記 新連携 アロマでP

当てなくて良いので、結論から納得できればOK。山が2つある①→a、異常な値の②→c、正規分布がちょん切られた③→bです。

| 工場での加工品の長さを測定して、そのヒストグラムを作成した結果、下図の①~③が得られた。その原因を調べたところ、おのおのについて以下のa~cの事実が明らかになった。 【原因】と【結果】の組み合わせとして、最も適切なものを次ページの解答群から選べ。 |
| 【原因】 a 2 つの機械で生産した加工品が混合していた。 b 規格を超えている加工品について手直しをしていた。 c 一部の工具に破損が見られた。 |

| a | b | c | |
| ×ア | ① | ② | ③ |
| 〇イ | ① | ③ | ② |
| ×ウ | ② | ③ | ① |
| ×エ | ③ | ① | ② |
| ×オ | ③ | ② | ① |
ごく基本の用語入れ替えです。
| × | →〇 | |
| ×ア | ヒストグラム | 折れ線図 |
| ×イ | 散布図 | パレート図 |
| ×ウ | 特性要因図 | 連関図 |
| ×オ | 連関図 | 特性要因図 |
| QC 7 つ道具と新QC 7 つ道具に関する記述として、最も適切なものはどれか。 |
| ×ア 管理図は、時系列データをヒストグラムで表した図である。 ×イ 散布図は、不具合を原因別に集計し、件数が多い順に並べた図である。 ×ウ 特性要因図は、原因と結果、目的と手段などが複雑に絡み合った問題の因果関係を表した図である。 〇エ パレート図は、項目別に層別して出現頻度の高い順に並べるとともに、累積和を表した図である。 ×オ 連関図は、原因と結果の関係を魚の骨のように表した図である。 |
QC7つ道具、新QC7つ道具は「事例Ⅲ」で出るので語呂合わせを使ってまず暗記し、次に問題演習を通じて使い方を覚えます。
新QC7つ道具の語呂合わせ~新連携アロマでP
しん:親和図
れん:連関図
けい:系統図
アロ:アローダイアグラム
マ:マトリックス図
で:(マトリックス)データ解析法
P:PDPC法
| A | B | C | |
| ×ア | 親和図 | 系統図 | PDPC法 |
| ×イ | 親和図 | 系統図 | マトリックス図 |
| ×ウ | 親和図 | 散布図 | 管理図 |
| 〇エ | 連関図 | 系統図 | PDPC法 |
| ×オ | 連関図 | 散布図 | マトリックス図 |
| 品質改善に関する以下の文章において、空欄A~Cに入る品質管理に用いる技法の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| ある職場において不適合品の多発という問題が起きている。問題とその要因の関係を明らかにするために【A】を作成した。その結果から、問題を解決するための手段の候補を明らかにすることで、【B】を作成した。実際に、問題解決に向けた対策の実行スケジュールを決めるためにアローダイアグラムを作成し、さらに、想定外の事態などが起きた場合に備えて【C】を用いた検討を行った。 |
次はQC7つ道具を暗記します。当問はやや難なので、他の年度の選択肢とセットで覚えます。
QC7つ道具の語呂合わせ~サンチェ監督引っ張れそう
サン:散布図
チェ:チェックシート
かん:管理図
とく:特性要因図
ひっ:ヒストグラム
パレ:パレート図
そう:層別(グラフ)
| × | →〇 | |
| ×ア | 連関図 | 散布図 |
| ×イ | 特性要因図 | 連関図(新QC7つ道具) |
| ×ウ | 散布図 | ヒストグラム |
| ×エ | 管理図 | 散布図 |
| QC 7 つ道具と新QC 7 つ道具に関する記述として、最も適切なものはどれか。 |
| ×ア ある製品の重量と強度の関係を調べるため、連関図を作成した。 ×イ 原因と結果、目的と手段などが複雑に絡み合った問題の相互関係を調べるため、特性要因図を作成した。 ×ウ 重量に関する不適合品の発生状況を調べるため、散布図を作成した。 ×エ 2 つの特性値が対になった時系列データを2 次元平面上にプロットして、管理図を作成した。 〇オ 不良発生の主要な原因を特定するため、パレート図を作成した。 |
設備(SMEのM)
TPMと聞くと海外発祥と思いがちですが、純粋な和製。試験では設備総合効率が問われ、計算問題にもなります。
TPM(効率×保全)
設備総合効率は計算で出題しますが、こちらはTPMに関する基本用語の良問。×cはTPMでなくQC活動の説明です。
| × | →○ | |
| ×a | 製品 | 設備 |
| ×c | (主語入れ替え)TPM | QC活動 |
| TPM に関する記述として、最も適切なものの組み合わせを下記の解答群から選べ。 |
| ×a 製品のライフサイクル全体を対象とし、災害ロス・不良ロス・故障ロス等あらゆるロスを未然に防止するしくみを構築する。 ○b 設備効率化を阻害している7 大ロスを時間的ロスの面から検討し、設備の使用率の度合いを表した指標が設備総合効率である。 ×c 経営トップから現場の作業員まで全員参加の重複小集団活動を行うことが特徴で、職制にとらわれない自主的なサークル活動である。 ○d ロスを発生させないために行う活動の1 つが計画保全活動で、設備が停止した場合の損失影響度を複数の角度から設備評価基準に基づいて評価し、最適保全方式を決める。 |

| a | b | c | d | |
| ×ア | × | ○ | ||
| ×イ | × | × | ||
| ×ウ | × | ○ | ||
| ×エ | ○ | × | ||
| ○ア | ○ | ○ |
こちらもTPMの出題です。
| × | →〇 | |
| a | 独立 | 連携 |
| b | MTTR | MTBF(下線部あべこべ) |
| TPM(Total Productive Maintenance)に関する記述の正誤の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| ×a 設備の高度化・複雑化に対応するために、生産部門と独立して保全部門を強化することが故障の未然防止につながる。 ×b 保全の技術・技能を高め、設備のMTBFをより長く、またMTTRをなるべく短くするような活動を進めることにより、故障ゼロ、不良ゼロを目指す。 〇c 設備総合効率は設備の実力を把握するための指標で、7 大ロスを数値化したものである。 〇d トップから第一線従業員に至るまで全員が参加し、重複小集団活動により実施する。 |
| a | b | c | d | |
| ×ア | 正 | 正 | 正 | 誤 |
| ×イ | 正 | 正 | 誤 | 正 |
| ×ウ | 正 | 誤 | 正 | 正 |
| ×エ | 誤 | 正 | 誤 | 誤 |
| 〇オ | 誤 | 誤 | 正 | 正 |
設備保全
バスタブ曲線(寿命特性)の難問。下図↓で用語を覚えます。
| × | →○ | |
| ×ア | 偶発故障期 | 摩耗故障期 |
| ×ウ | 増加 減少 | 減少 増加 |
| ×エ | 初期故障期 | 摩耗故障期 |

故障
JIS Z8141-6108
設備が次のいずれかの状態になる変化。a)規定の機能を失う,b)規定の性能を満たせなくなる,c)設備による産出物や作用が規定の品質レベルに達しなくなる。
| 生産保全の観点から見た保全活動の実施に関する記述として、最も適切なものはどれか。 |
| ×ア 偶発故障期にある設備の保全体制として、部品の寿命が来る前に部品を交換し、故障の未然防止を図る必要があるため、予知保全体制を確立することが重要である。 ○イ 初期故障期にある設備では、設計ミスや潜在的な欠陥による故障が発生する可能性が高く、調整・修復を目的とした予防保全を実施する。 ×ウ 設備の故障率は使用開始直後に徐々に増加し、ある期間が過ぎると一定となり、その後劣化の進行とともに故障率は減少する。 ×エ 定期保全とは、従来の故障記録などから周期を決めて周期ごとに行う保全方式で、初期故障期にある設備に対して実施される。 |
×aがややひっかけ。
| × | →○ | |
| ×a | 改良 | 修繕 |
| ×c | 短く | 長く |
| 保全体制と保全費に関する記述として、最も適切なものの組み合わせを下記の解答群から選べ。 |
| ×a 故障が頻発しているような状況では費用の多くが故障の修復に使われるため、保全費のうちでは改良のための費用の比率が高い。 〇b 設備が安定稼働するようになると状態監視保全によって不具合の原因を事前に処置できるようになるため、事後保全費が下がる。 ×c 状態監視保全の結果の解析が進むと、時間計画保全の周期が短くなり、保全費全体は減少する。 〇d 設備保全活動に必要な費用で、設備の修理費、点検・検査にかかる保守費用、保全予備品の在庫費用等の総称が保全費である。 |
| a | b | c | d | |
| ×ア | × | ○ | ||
| ×イ | × | × | ||
| ×ウ | × | ○ | ||
| ×エ | ○ | × | ||
| ○オ | ○ | ○ |
下線部3つを互いに入れ替えたパターンです。
| × | →〇 | |
| ×ア | 予防保全 | 事後保全 |
| ×イ | 事後保全 | 改良保全 |
| ×エ | 改良保全 | 予防保全 |
| 生産保全の観点から見た保全活動に関する記述として、最も適切なものはどれか。 |
| ×ア あらかじめ代替機を用意し、故障してから修理した方がコストがかからない場合は、予防保全を選択する。 ×イ 過去に発生した故障が再発しないように改善を加える活動は、事後保全である。 〇ウ 設備の劣化傾向について設備診断技術などを用いて管理することによって、保全の時期や修理方法などを決める予防保全の方法を状態監視保全という。 ×エ 掃除、給油、増し締めなどの活動は、設備の劣化を防ぐために実施される改良保全である。 |
設備保全は暗記しにくいですが、「事例Ⅲ」で使うことはまずないので、割り切って暗記するもよし、捨てても構いません。
| × | →〇 | |
| ×b | 保全活動を行って、設備の自然劣化を抑制する活動 | 設備の自然劣化に気づいて、保全活動を行うこと |
| ×c | 自主保全の仮基準を作成 | 初期清掃 |
| ×e | 改良保全 | 予防保全 |
| TPMの自主保全に関する記述の正誤の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| 〇a 点検を除いた、清掃、給油、増し締めの3 項目は、自主保全で設備劣化を防ぐための基本条件と呼ばれる。 ×b 自主保全は、設備を使用するオペレーター自身が保全活動を行って、設備の自然劣化を抑制する活動である。 ×c 「自主保全の7 ステップ」の中の最初のステップは、自主保全の仮基準を作成することである。 〇d 自主保全活動の中には、清掃や検査等の保全が困難な箇所を特定し、これらを効率化する活動が含まれる。 ×e 自主保全では、改良保全の考え方を積極的に取り入れて、設備故障を抑制する。 |
| a | b | c | d | e | |
| ×ア | 正 | 正 | 正 | 誤 | 誤 |
| ×イ | 正 | 正 | 誤 | 正 | 正 |
| ×ウ | 正 | 誤 | 誤 | 正 | 誤 |
| ○エ | 誤 | 正 | 正 | 誤 | 正 |
| ×オ | 誤 | 誤 | 誤 | 正 | 誤 |
設備保全は、○○保全、△△保全といった用語の暗記です。そのうち覚えるので、最後まで後回しでOK。

| × | →〇 | |
| ×c | 定期保全 | 予知保全 |
| 設備保全に関する記述の正誤の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| 〇a 生産保全の目的は、設備の計画、設計・製作から運用・保全を経て廃棄、再利用に至る過程で発生するライフサイクルコストを最小にすることによって経営に貢献することである。 〇b 設備保全は、設備の性能を維持するために、設備の劣化防止、劣化測定および劣化回復の諸機能を担う、日常的または定期的な計画、点検、検査、調整、整備、修理、取替えなどの諸活動の総称である。 c 定期保全は、設備の劣化傾向を設備診断技術などによって管理し、故障に至る前の最適な時期に最善の対策を行う方法である。 〇d 予防保全は、アイテムの劣化の影響を緩和し、かつ、故障の発生確率を低減するために行う保全である。 |
| a | b | c | d | |
| ×ア | 正 | 正 | 正 | 誤 |
| 〇イ | 正 | 正 | 誤 | 正 |
| ×ウ | 正 | 誤 | 正 | 正 |
| ×エ | 誤 | 正 | 正 | 正 |
| ×オ | 誤 | 正 | 誤 | 正 |
事例ⅣNPV他の理論問題です。意外なひっかけを見抜いて、文章を読む時の注意力を上げます。
| × | →〇 | |
| ×c | 割り引いた | 割り引いてから投資額を引いた |
| ×d | 投資額 | 年間利益(下線部あべこべ) |
| 設備投資案の評価に関する記述の正誤の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| 〇a 原価比較法では、資本費用と操業費用との合計を求め、その総額によって評価する。 〇b 資本回収期間法では、投資額が回収できる期間によって評価する。 ×c 正味現在価値法では、投資によって得られるキャッシュフローを資本コストで割り引いた現在価値によって評価する。 ×d 投資利益率法では、投資額を年間利益で除した比率によって評価する。 |
環境(SMEのE)
生産工場で、一番煙たがられるのが環境おじさん。好きでやっている訳ではないと、この論点で納得します。
暗記不要。
| × | →○ | |
| ×b | 資本金規模 | 業種 |
| a | b | c | |
| ○ア | 正 | 誤 | 正 |
| ×イ | 正 | 誤 | 誤 |
| ×ウ | 誤 | 正 | 正 |
| ×エ | 誤 | 正 | 誤 |
| ×オ | 誤 | 誤 | 正 |
| 食品リサイクル法、およびその基本方針(平成27 年策定)に関する記述の正誤の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| 〇a 主務大臣は、再生利用等が基準に照らして著しく不十分であると認めるときは、食品廃棄物等多量発生事業者に対し、勧告、公表、および命令を行うことができる。 ×b 食品リサイクル法の基本方針では、再生利用等を実施すべき量に関する目標を、資本金規模別に定めている。 〇c 食品リサイクル法の基本方針では、食品廃棄物等の再生利用よりも発生抑制を優先的な取り組みとして位置付けている。 |
当てるのは無理。まさかの「Ⅲ」出題に備えて覚えます。
| × | →○ | |
| ×ア | ボトムアップ | トップダウン |
| ×ウ | 環境会計 | グリーン購入法 |
| ×エ | 国 | 企業や団体 |
| 環境保全に関する記述として、最も適切なものはどれか。 |
| ×ア ISO14001 の基本的な構造は、環境マネジメントを継続的に改善していくためのPDCA サイクルで、トップが定めた方針に基づいた現場における取り組みを重視し、ボトムアップ型のマネジメントを想定している。 〇イ エコアクション21 とは、環境マネジメントシステム、環境パフォーマンス評価および環境報告を1 つに統合したもので、中小事業者でも環境配慮に対する取り組みが展開でき、その結果を「環境活動レポート」として取りまとめて公表できるようにするための仕組みである。 ×ウ 環境会計とは、物品等の調達に当たって価格や品質などとともに環境という視点を加えて、環境負荷の低減に努めている事業者から購入する活動を促進するため、各製品の環境負荷に対する影響を可能な限り定量的に測定し公表する仕組みである。 ×エ 環境マネジメントシステムとは、環境保全に関する取り組みを進めるに当たり、国が定めた環境に関する方針や目標の達成のために、工場や事業所内に構築された組織の計画・体制・プロセスのことである。 |


細かすぎるので暗記不要。
| × | →○ | |
| ×イ | 手に渡るまで | 手に渡ってから、廃棄・再利用まで |
| 循環型社会形成のための事業者が取り組む施策に関する記述として、最も不適切なものはどれか。 |
| ○ア 循環型サプライチェーンによって3 R(リデュース・リユース・リサイクル)を推進することは、新たな製品や部品・素材を加工するためのエネルギーの削減とCO2 削減に寄与すると期待されている。 ×イ 循環型社会形成推進基本法により、自ら生産する製品等について販売後、消費者の手に渡るまで一定の責任を負う「拡大生産者責任」の一般原則が確立された。 ○ ウ 製造段階では、使用済みの製品を回収して新しい製品の生産に活用する循環型生産システムの構築が要請されている。 ○エ 調達段階における企業の取り組みとして、環境負荷が少ない製品を優先的に購入するグリーン調達の推進が推奨されている。 ○オ 販売・流通段階では環境負荷の少ない輸配送システムの整備や販売方法の見直しに加えて、顧客を巻き込んだ販売・流通システムの構築も必要とされている。 |
一般常識クイズです。
| × | →〇 | |
| b | 環境会計 | 環境経営レポート |
| c | 酸素 | 水素 |
| 環境問題に関する記述の正誤の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| 〇a サーキュラー・エコノミー(循環経済)への移行を推進するためには、あらゆる主体におけるプラスチック資源循環等の取組( 3 R+Renewable)を促進し、資源循環の高度化に向けた環境整備を進めることが重要である。 ×b エコアクション21 は、中堅・中小事業者に配慮した、取り組みやすい継続的改善のためのPDCA サイクルを示しており、環境経営を公表することを義務付けている。 ×c 酸素は、発電・産業・運輸など、幅広く活用されるカーボンニュートラルのキーテクノロジーと位置付けられている。 |
| a | b | c | |
| ×ア | 正 | 正 | 誤 |
| ×イ | 正 | 誤 | 正 |
| 〇ウ | 正 | 誤 | 誤 |
| ×エ | 誤 | 正 | 正 |
| ×オ | 誤 | 誤 | 正 |
一般常識問題は、その場の語感でズバリ当てます。なお[1]発生抑制、[2]再使用、[3]再生利用、[4]熱回収、[5]適正処分の5つがあります。
| 循環型社会形成推進基本法における再使用の定義に区分される記述の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| 〇a インクジェットプリンタのカートリッジを回収して洗浄し、インクを充じゅう填てんして販売した。 ×b 飲み終わったビール瓶を回収し、溶解して再生した。 ×c ペットボトルを回収して衣類の原料として活用した。 〇d 回収されたテレビを分解して一部の部品を取り出し、他のテレビの修理に使用した。 |
| a | b | c | d | |
| ×ア | 〇 | × | ||
| ×イ | 〇 | × | 〇 | |
| 〇ウ | 〇 | 〇 | ||
| ×エ | × | × | 〇 | |
| ×オ | × | 〇 |
一目で暗記不要とわかる捨て問。小出しに覚えるのは学習エネルギーの無駄なので、以下のパンフを眺めましょう。
| × | →〇 | |
| ×a | 管理 | 報告 |
| ×c | 達成 | 提出 |

| 「エネルギーの使用の合理化及び非化石エネルギーへの転換等に関する法律」に関する記述の正誤の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| ×a この法律に規定されている管理の対象となるエネルギーは、化石燃料と非化石燃料の2 つである。 〇b 非化石燃料の中には、水素およびアンモニアが含まれる。 ×c エネルギー使用量が一定以上の特定事業者は、中長期計画で定めたエネルギーの削減目標の達成が義務付けられている。 〇d 認定を受けた事業者は、複数事業者の連携により削減したエネルギーの量を、事業者間に分配して報告することができる。 〇e 工場等におけるエネルギー使用の合理化措置の中には、「化石燃料及び非化石燃料の燃焼の合理化」や「放射、伝導、抵抗等によるエネルギーの損失の防止」が含まれる。 |
| a | b | c | d | e | |
| ×ア | 正 | 正 | 誤 | 誤 | 正 |
| ×イ | 正 | 誤 | 正 | 誤 | 誤 |
| ×ウ | 正 | 誤 | 誤 | 正 | 正 |
| ×エ | 誤 | 正 | 正 | 誤 | 誤 |
| 〇オ | 誤 | 正 | 誤 | 正 | 正 |
生産技術/ VA・VE
品質・設備・環境のおじさんトリオが事務所に居るのに対し、生産技術は現場にあります。
VA/VEは従来「Ⅲ」出題の対象外とされていましたが、近年商品開発が問われており、当問で覚えてしまいます。
| A | B | C | |
| ×ア | 品質特性 | 要求品質 | 形状寸法 |
| ×イ | 品質特性 | 要求品質 | 充電性 |
| 〇ウ | 要求品質 | 品質特性 | 形状寸法 |
| ×エ | 要求品質 | 品質特性 | 質量 |
| ×オ | 要求品質 | 品質特性 | 充電性 |
| 品質表に関する以下の文章において、空欄A~Cに入る用語の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| 下表は、スマートフォンについて作成した品質表である。この表において表側aは 【A】 、表頭bは 【B】 を表す。それらの対応関係は、◎と○で示される。 新製品を開発する状況において、 【A】 に重要度を付けて 【B】 に変換する場合、◎を 5 点、○を 3 点とすると、最も重要な 【B】 は 【C】 となる。 |
 |
当問は△ウを正解として作問されましたが、選択肢×cも誤りなので全員正解(没問)となりました。
| × | →〇 | |
| ×a | 出荷 | 利用・廃棄 |
| ×c | 生産設計 | 工程設計 |
| ×d | エンジニアリング・アプローチ | コンカレント・エンジニアリング |
| 製品設計に関する記述の正誤の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| ×a あらゆる業界で環境配慮型製品へのシフトが進み、製品設計・開発において、材料調達から出荷までのライフサイクル全体にわたって環境負荷を抑えることは企業の責任である。 〇b 機能設計では、製品の性能を実現するために必要な機能と、その機能を実現させる具体的な構造が決定される。 ×c 生産設計では、製品設計において決定された製品品質、生産量、納期を考慮した工程表や工程図が作成され、作業方法および生産設備が決定する。 ×d 製品寿命の短期化に対応するために、製品設計と生産設計を並行して行う手法であるエンジニアリング・アプローチを活用する。 |
| a | b | c | d | |
| ×ア | 正 | 正 | 正 | 誤 |
| ×イ | 正 | 誤 | 誤 | 誤 |
| △ウ | 誤 | 正 | 正 | 誤 |
| ×エ | 誤 | 正 | 誤 | 正 |
| ×オ | 誤 | 正 | 誤 | 正 |
| 正解 | 誤 | 正 | 誤 | 誤 |
VA/VEは従来捨て論点でしたが、近年の「事例Ⅲ」は製品設計を問うので、一通り学習します。
| A | B | C | D | |
| ×ア | 基本 | 二次 | 使用 | 魅力(貴重) |
| ×イ | 基本 | 二次 | 魅力(貴重) | 使用 |
| ×ウ | 使用 | 二次 | 基本 | 魅力(貴重) |
| 〇エ | 使用 | 魅力(貴重) | 基本 | 二次 |
| ×オ | 魅力(貴重) | 使用 | 基本 | 二次 |
| VEにおける製品の機能に関する以下の文章の空欄A~Dに入る用語の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| VEでは機能を、性質、重要度、必要性など使用者の視点から分類している。機能の性質から見ると、製品やサービスの使用目的に関わる【A】機能と、製品の形や色彩、つまりデザイン的な特徴からくる【B】機能に分類される。機能の重要度から見ると、果たすべき複数の機能のうち最も目的的な【C】機能と、【C】機能を達成するための手段的かつ補助的な【D】機能に分類される。機能の必要性から見ると、使用者や顧客が必要とする必要機能と、使用者や顧客が必要としない不必要機能に分類される。 |
主語入替タイプの問題は、残りの記述(JIS定義など)は全て正解の文章です。そこでいくら悩んでも当たらないので、主語を入れ替えて納得します。
JIS定義から出題(出典:規格類.com)
製品開発:顧客のニーズ変化,生産者の技術向上,地球環境への対応などを動機として新たな製品を企画し,その製品化を図る活動。
製品設計:期待する製品の性能を発揮させるために,構成部品の機能・形状とそれらの関連を決める活動。
| × | →〇 | |
| ×a | 製品設計 | 製品開発 |
| ×d | マーケットイン | デザインイン |
| 製品開発・製品設計に関する記述の正誤の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| ×a 製品設計は、顧客のニーズ変化、生産者の技術向上、地球環境への対応などを動機として新たな製品を企画し、その製品化を図る活動である。 〇b 生産設計は、機能設計の内容について、生産に対する容易性・経済性などを考慮して設計する活動である。 〇c 機能設計は、期待する製品の性能を発揮するのに必要な機能とそれらの関連とを求め、各機能を実現させる構造を求める活動である。 ×d マーケットインは、部品の製造販売を行う業者が、完成品のメーカーに設計の協力をして共同開発を行い、その際に自社の部品をその新製品の組立てに使用するように働きかける活動である。 |
暗黙の了解で暗記不要。×イウは下線部2つがあべこべ。
| × | →○ | |
| ×ア | 超音波加工 | ウォータージェット切断 |
| ×イ | 電子ビーム加工 | レーザ加工 |
| ×エ | レーザ加工 | 電子ビーム加工 |
| 加工技術に関する記述として、最も適切なものはどれか。 |
| ×ア 超音波加工は、液体を加圧して微小穴から噴射し、工作物に衝突させることによって工作物を微小破砕させて、主として切断を行う加工法である。 ×イ 電子ビーム加工は、波長や位相がよくそろった光を、レンズとミラーで微小スポットに集束させ、このときに得られる高いエネルギー密度を利用して工作物の切断、溶接などを行う加工法である。 ○ウ プラズマ加工は、気体を極めて高温にさせ、気体原子を陽イオンと自由電子に解離しイオン化させ、この状態を利用して切断、穴あけ、溶接などを行う加工法である。 ×エ レーザ加工は、電子を高電圧によって加速し工作物に衝突させ、発生する熱エネルギーを利用して工作物を溶融させて除去する加工法である。 |
国語と語感で当たるサービス問題です。
| A | B | C | |
| ×ア | 融体加工 | 射出成型 | 研削加工 |
| 〇イ | 融体加工 | 粉体加工 | 積層造形 |
| ×ウ | 溶接加工 | 射出成型 | 積層造形 |
| ×エ | 溶接加工 | 粉体加工 | 研削加工 |
| 立体造形に係る技術に関する以下の文章において、空欄A~Cに入る用語の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| 立体造形に係る技術は、金属、セラミックス、プラスチック、ガラス、ゴム等 さまざまな材料を所要の強度や性質、経済性等を担保しつつ、例えば、高いエネルギー効率を実現するための複雑な翼形状や歯車形状等を高精度に作り出したり、高度化する医療機器等の用途に応じた任意の形状を高精度に作り出したりする技術全般を指す。 これには、鋳型空間に溶融金属を流し込み凝固させることで形状を得る【A】 技術や、金属粉末やセラミックス粉末の集合体を融点よりも低い温度で加熱し固化させることで目的物を得る【B】 技術、三次元データを用いて任意の形状を金型等の専用工具を使わずに直接製造できる【C】 技術も含まれる。 |
当問の題意はPDMとは? を知っているか否かです。以下のリンクで覚えます。

| a | b | c | |
| ×ア | CAM | アジャイル開発 | コンカレントエンジニアリング |
| ×イ | CAM | モジュール設計 | デザインレビュー |
| ×ウ | PDM | アジャイル開発 | コンカレントエンジニアリング |
| ○エ | PDM | モジュール設計 | デザインレビュー |
| 製品開発・製品設計の活動に関する以下のa~cの記述と用語の組み合わせとして、最も適切なものを下記の解答群から選べ。 |
| a 製品における部品構成や部品表などの情報を一元的に管理し、設計の変更と履歴を追跡した。 b 生産工程の合理化・簡素化を期待し、あらかじめ準備したユニットを要求仕様に合わせて組み合わせる製品を開発した。 c 新製品の設計段階で、関連するさまざまな部門からの代表者などが検討することにより、設計の矛盾や誤りを排除した。 |
今日のまとめ
どうせ迷惑オジサンだからと馬鹿にせず、工場内にはそれぞれ役割がある。生産工場とは一つのチームであり、誰が欠けても動きません。