世の中全てスピード勝負
- いかにもイカサマ臭いネット答案で、ドヤって楽しい? もうスクール解答も出揃うので、やめて下さい。
-
こらこら。世に情報が溢れると、ますます第一印象(初見効果)の勝負に。AASの様な後出し最後発にお布施するのは、ベテを通り越した働かない情弱おじさん位だろ?
- そして貴重な診断士初年度を、ボクのごうかくじまん=受験生応援で棒に振ったのれん+バトン勢
- 特にちっとも「一発合格」でない岡崎オバサン顔負けのサギの上、精神論根性論だけは「道場級」な先輩では、これからの人生まで一生ショボンに。
おぅ、あんなセンパイにはなるまい! そう心に決めたら、いつものスピード感で、「Ⅲ」モデル答案をどうぞ。
技術屋肌のステンレス加工業者がICT活用で進める納期改善【事例Ⅲモデル答案】
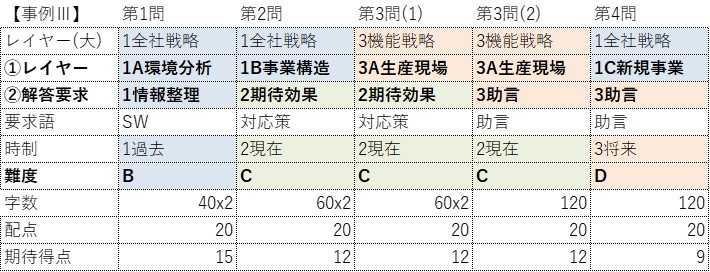
1⃣設問解釈
2⃣モデル答案~構文に与件をあてはめ
- 第1問
C社の(a)強みと(b)弱みを、それぞれ40字以内で述べよ。 - a)表面品質にこだわる溶接や研磨技術と、据付までの高い設計力による個別受注能力が強み。(40字)
b)営業部門の受注体制、生産部門の計画と統制に問題を抱え、納期遅延が生じることが弱み。(40字)
- 第2問(設問1)
C社の大きな悩みとなっている納期遅延について、以下の設問に答えよ。
(設問1)
C社の営業部門で生じている(a)問題点と(b)その対応策について、それぞれ60字以内で述べよ。 - a)問題点は、①仕様や図面の変更による顧客とのやりとりで製作期間を圧迫し、②製作段階の打ち合わせで工場稼働を下げていること。(60字)
b)対応策は、①営業受注時点で作業チームと連携して適切な納期を決め、②操業時間中の打ち合わせを控えて納期遅延を回避すること。(60字)
R2「Ⅲ」のハイライトは、2次元CAD→3次元CAD(3D CAD)に変え、デジタルイメージですり合わせること。もちろん第2問にも使ってOKです。
- (設問2)
C社の製造部門で生じている(a)b問題点と(b)その対応策について、それぞれ60字以内で述べよ。 - 問題点は、①作業チームの技術力や工程順序・工数見積の標準化の遅れに加え、②スペースや高さの制約で加工物の移動が多いこと。(60字)
対応策は、①チームの技術力を平準化して工程順序や工数見積を柔軟にし、②設備配置の再見直しで移動を減らし稼働率を向上させる。(60字)
R2のC社は、H28カット野菜工場並みのダメダメが復活。当時との違いは、キーワードを減らし、読みやすくわかりやすいキレイな日本語を書くことな。
- 第3問
C社社長は、納期遅延対策として社内のIT化を考えている。C社のIT活用について、中小企業診断士としてどのように助言するか、120字以内で述べよ。 - C社は、①3次元CADを導入して顧客承認段階までのやりとりをスムーズにし、②作業チームの余力や進捗管理をデジタルデータ化して生産計画変更や差立を柔軟にし、③IoTセンサー技術で不稼働を検知して設備稼働率を高め、納期遅延を解消するよう助言する。(117字)
コピペ答案ばかりは飽きられる。最後の③はぶっとびTBCや超絶EBAも裸足で逃げ出す、トンデモ知識の遊びを入れました。
- 第4問
C社社長は、付加価値の高いモニュメント製品事業の拡大を戦略に位置付けている。モニュメント製品事業の充実、拡大をどのように行うべきか、中小企業診断士として120字以内で助言せよ。 - C社は、①表面品質にこだわる溶接や研磨技術に加えて、レイアウト改善による大型モニュメント対応により品揃えを充実させ、②据付までの高い設計力に加えて、営業と生産部門が連携した短納期対応を実現し、個別受注力を高めて事業を拡大する様に助言する。(119字)
3⃣想定読み+設問別マーカー塗り分け
第1問
第2問(1)
第2問(2)
第3問
第4問
【C社の概要】
- 第1段落 C社の概要
- C社は、1955年創業で、資本金4,000万円、デザインを伴うビル建築用金属製品やモニュメント製品などのステンレス製品を受注・製作・据付する企業で、従業員は、営業部5名、製造部23名、総務部2名の合計30名で構成される。
- 第2段落 装飾性の高い個別受注生産が得意 1⃣
- C社が受注しているビル建築用金属製品の主なものは、出入口の窓枠やサッシ、各種手摺、室内照明ボックスなどで、特別仕様の装飾性を要求されるステンレス製品である。またモニュメント製品は、作家(デザイナー)のデザインに従って製作するステンレス製の立体的造形物である。どちらも個別受注製品であり、C社の工場建屋の制約から設置高さ7m以内の製品である。主な顧客は、ビル建築用金属製品については建築用金属製品メーカー、モニュメント製品についてはデザイナーである。
- 第3段落 技術やデザイン力を高め、一貫受注に成功 1⃣
- 創業時は、サッシ、手摺など建築用金属製品の特注品製作から始め、特に鏡面仕上げなどステンレス製品の表面品質にこだわり、溶接技術や研磨技術を高めることに努力した。その後、ビル建築内装材の大型ステンレス加工、サイン(案内板)など装飾性の高い製品製作に拡大し、それに対応して設計技術者を確保し、設計から製作、据付までを受注する企業になった。
- 第4段落 3代目社長が始めたモニュメント事業4⃣
- その後、3代目である現社長は、就任前から溶接技術や研磨技術を生かした製品市場を探していたが、ある建築プロジェクトで外装デザインを行うデザイナーから、モニュメントの製作依頼を受けたことを契機として、特殊加工と仕上げ品質が要求されるステンレス製モニュメントの受注活動を始めた。
- 第5段落 モニュメントは需要&収益性の点で注力事業へ 4⃣
- モニュメント製品は受注量が減少したこともあったが、近年の都市型建築の増加に伴い製作依頼が増加している。受注量の変動が大きいものの、全売上高の40%を占め、ビル建築用金属製品と比較して付加価値が高いため、今後も受注の増加を狙っている。
【業務プロセス】営業部門の3つの問題点
- 第6段落
- ビル建築用金属製品、モニュメント製品の受注から引き渡しまでの業務フローは、以下の通りである。
- 第7段落 受注&承認時点で遅れ発生し、そのうえCADは2次元。 2⃣(1)3⃣4⃣
- 受注、設計、据付工事施行管理は営業部が担当する。顧客から引き合いがあると、受注製品ごとに受注から引き渡しに至る営業部担当者を決め、顧客から提供される設計図や仕様書などを基に、製作仕様と納期を確認して見積書を作成・提出し、契約締結後、製作図および施工図を作成して顧客承認を得る。通常、製作図および施工図の顧客承認段階では、仕様変更や図面変更などによって顧客とのやりとりが多く発生する。特にモニュメント製品では、造形物のイメージの摺合わせに時間を要する場合が多く、図面承認後の製作段階でも打ち合わせが必要な場合がある。設計には2次元CADを早くから使用している。
- 第8段落 協力会社の日程確保も遅れの要因 2⃣(1)4⃣
その後、製作図を製造部に渡すことにより製作指示をする。製作終了後、据付工事があるものについては、営業部担当者が施行管理して据付工事を行い、検査後顧客に引き渡す。据付工事は社外の協力会社に依頼し、施行管理のみ社内営業部担当者が行っている。
- 第9段落 複雑な形状が遅れを加速 2⃣(1)4⃣
- 契約から製品引き渡しまでのリードタイムは、平均約2か月である。最終引き渡し日が設定されているが、契約、図面作成、顧客承認までの製作前プロセスに時間を要して製作期間を十分に確保できないことや、複雑な形状など高度な加工技術が必要な製品などの受注内容によって、製作期間が生産計画をオーバーするなど、納期の遅延が生じC社の大きな悩みとなっている。
- 第10段落 C社の全社課題は納期の改善
- C社では、全体的な改善活動として「納期遅延の根絶」を掲げ、製作プロセスを含む業務プロセス全体の見直しを進めている。また、その対策の支援システムとしてIT化も検討している。
【生産の現状】デタラメC社納期遅延の5つの理由
- 第11段落 遅延理由① 技術屋肌の各チームは能力もバラバラ 2⃣(2)3⃣
- 製作工程は、切断加工、曲げ加工、溶接・組立、研磨、最終検査の5工程である。切断加工工程と曲げ加工工程はNC加工機による加工である、作業員2名が担当している。溶接・組立工程と研磨工程は溶接機や研磨機を用いた手作業であり、4班の作業チームが受注製品別に担当している。この作業チームは1班5名で編成され、熟練技術者が各班のリーダーとなって作業管理を行うが、各作業チームの技術力には差があり、高度の技術が必要な製作物の場合には任せられない作業チームもある。
- 第12段落 遅延理由② 技術を求めるボトルネック+気分屋デザイナーの手直し要求 2⃣(2)3⃣
- ビル建築用金属製品は切断加工、曲げ加工、溶接・組立までは比較的単純であるが、その後の研磨工程に技術を要する。また、モニュメント製品は立体的で複雑な曲線形状の製作が多く、全ての工程で製作図の理解力と高い加工技術が要求される。ビル建築用金属製品は製作完了後、製造部長と営業部の担当者が最終検査を行って、出荷する。モニュメント製品は、デザイナーの立ち合いの下、最終検査が行われ、この際デザイナーの指示によって製品に修正や手直しが生じる場合がある。
- 第13段落 遅延理由③(デタラメな差立dispatching)2⃣(2)3⃣
- 生産計画は、製造部長が月次で作成している。月次生産計画は、営業部の受注情報、設計担当者の製品仕様情報によって、納期順にスケジューリングされるが、溶接・組立工程と研磨工程は加工の難易度などを考慮して各作業チームの振り分けを行いスケジューリングされる。C社の製品については基準となる工程順序や工数見積もりなどの標準化が確立しているとはいえない。
- 第14段落 遅延理由④(IE工程分析) 2⃣(2)3⃣
- 工場は10年前に改築し、個別受注生産に適した設備や作業スペースのレイアウトに改善したが、最近の加工物の大型化によって狭隘な状態が進み、溶接・組立工程と研磨工程の作業スペースの確保が難しく、新たな製品の着手によって作業途中の加工物の移動などを強いられている。
- 第15段落 遅延理由⑤(IE稼働分析) 2⃣(2)3⃣
- 製造部長は、全社的改善活動のテーマである納期遅延の問題点を把握するため、作業時間中の作業者の稼働状態を調査した。それによると、不稼働の作業内容としては、「材料・工具運搬」と「歩行」のモノの移動に関連する作業が多く、その他作業者間の「打ち合わせ」、営業部担当者などとの打ち合わせのための「不在」が多く発生していた。
今日のまとめ~努力・根性よりデジタルスマート

都市の抱える諸課題に対して、ICT等の新技術を活用しつつ、マネジメント(計画、整備、管理・運営等)が行われ、全体最適化が図られる持続可能な都市または地区
出典:ソフトバンク
スマートシティってのは、①これからさらに人口集中が予想される都市部に ②ICT技術を導入し、③ムダなく快適に過ごそうとする、官民挙げての取り組みな。
①これからさらに需要増が予想される診断士には、②のれんバトン大好き精神論根性論を排し、③ムダなくロジカルに答えを導く、出題&受験側の協調が求められます。
- そう。「最後まであきらめない!」連呼の次には、「果報はフテ寝して待て!」
- クッソ役に立たない精神論根性論ばかり振りかざすのれんバトンでは、スマートどころか、ふぞヲタてっぺんハゲ眼鏡デブの働かないおじさん加齢臭しか漂わないだろ?


例えば、デジタルICTの導入対象を生産現場→スマートシティに
すると今年の「Ⅲ」は、万年ダナドコダメダメ感が漂うクニヒコの「Ⅱ」より、よほどミライっぽい。
- そう、ミライを先読む診断士になる、来年の自分がようこそ
- そのためには、どこかから無断でパクったふっる臭いノウハウで受験生応援に夢中なのれんバトンを今すぐ蹴飛ばし、デジタルでスマートに。
そしてもちろん、試験が毎年難化する以上に。パラワークで活躍する診断士への期待が、さらに年々高まります。
■■ここからテンプレ■■