


毎年8割落ちるリスクを意識せず、合格率2割ワンチャン狙いなら隣のふぞろいへようこそ。例年そこで叫ばれる「運営・経済は理解なのです!」の嘘を見抜くと、あなたのスキル&キャリアが即1ランクUPです。
運営や経済学を「理解」から入ると、学問的な深みにはまり、試験に不要な知識まで抱え込むことになりがちです。
その結果、過去問への着手が遅れ、肝心の「試験で問われる論点」の理解が後回しになり、スコアが伸び悩みます。
過去問の正解を先に暗記することで、試験に出る論点を「ゴール」として明確に把握し、そこから逆算して効率的に学習できます。
正解に「最優先」や「関連知識」のタグを付けて整理することで、知識が優先付けされ、スコア向上に直結します。
どの領域のどの知識が「最優先」で問われるかを把握し、それを論理的な体系に沿って並べ、暗記することが肝要です。
Aランクの重要論点から着実に固め、用語同士の因果関係まで意識して整理することで、応用力のある知識へと昇華されます。
【過去問類題解き放題】理解不要・暗記で解ける「生産管理」21マーク×2セット
合格ボーダーライン上で確率2割のワンチャンを競うふぞろい勉の恐ろしさとは、「過去問の正解・ノウハウ・パターンを覚える」成功体験が災いし、応用・機転が利かなくなること。そして「過去問の答を最初に覚える」正文化学習の体系的な優位性に気が付きます。
問題用紙:生産管理21マークを正答率A⇔Cの2セット用意しました。
使い方
①問題をまず解いてみる (時間がもったいない方はスキップ可)
②このWeb記事で正解を確認 a~e5択の2つが正解で残り3つが誤答
③特に青字で示す「最も迷う、直しにくい」選択肢を、自分ならどう直すか考える
テストレットA~一目でわかるテキストレベル
生産管理概論+生産方式
| 生産の管理指標に関する記述として、最も適切なものを2つ選べ。 |
| ○a. 歩留りは、産出された品物の量を投入された主原材料の量で除して求める。 ○b. 時間稼働率は、負荷時間から停止時間を引いた稼働時間を、負荷時間で除して求める。 ×c. 作業能率は、実績時間を標準時間で除して求める。 ×d. 労働生産性は、生産可能量に対する実際生産量の比率として求める。 ×e. 操業度は、結果として得られた生産量を投下した労働量で除して求める。 |
| c(述語ズレ):標準時間を実績時間で除して(標準時間÷実績時間)求めるのが正しい。 d(主語ズレ):これは「操業度」の定義である。 e(主語ズレ):これは「労働生産性」の定義である。 |
| ×c. 作業能率は、実績時間を標準時間(→下線部あべこべ)で除して求める。 ×d. 労働生産性(→○操業度)は、実際生産量に対する生産可能量の比率として求める。 ×e. 操業度(→○労働生産性)は、結果として得られた生産量を投下した労働量で除して求める。 |
正答率Aの第1問から良問で、ここでは「何が問われるか」=暗記、「どちらが分子分母?」を理解で解く。迷った所だけ理解することと、そもそも迷わないように進めるのがコツ。
| 工場レイアウトに関する記述として、最も適切なものを2つ選べ。 |
| ○a. 工程別レイアウトは、多品種少量生産に適しており、同じ種類の機械設備を一箇所に集めて配置する。 ×b. SLP(Systematic Layout Planning)では、設備の配置を設備の重量や体積のみで決定する。 ×c. DI分析は、作業者の動作を微細に分析し、標準時間を設定するための手法である。 ○d. 製品別レイアウトは、製品の加工順序に従って設備を配置するため、少品種大量生産に適している。 ×e. 固定位置レイアウトは、作業者が製品の周囲を動き回って加工するため、軽量で小型の製品に適している。 |
| b(目的語ズレ):物の流れやアクティビティ間の関連性の強さに基づいて決定する。 c(主語ズレ):DI分析は運搬距離や運搬回数に着目し、レイアウトを評価・改善する手法である。 e(修飾語ズレ):固定位置レイアウトは、航空機や船舶など「大型・重量物」に適している。 |
| ×b. SLP(Systematic Layout Planning)では、設備の配置を設備の重量や体積のみ(→○関連性の強さ)で決定する。 ×c. DI分析(→○PTS法)は、作業者の動作を微細に分析し、標準時間を設定するための手法である。 ×e. 固定位置レイアウトは、作業者が製品の周囲を動き回って加工するため、軽量で小型の(→○大きくて重たい)製品に適している。 |
| 以下のレイアウトにおける総運搬距離(ΣDI値)として、最も適切なものはどれか。(→○) |
  |
| ×ア 400m ○イ 450m ×ウ 500m ×エ 800m |

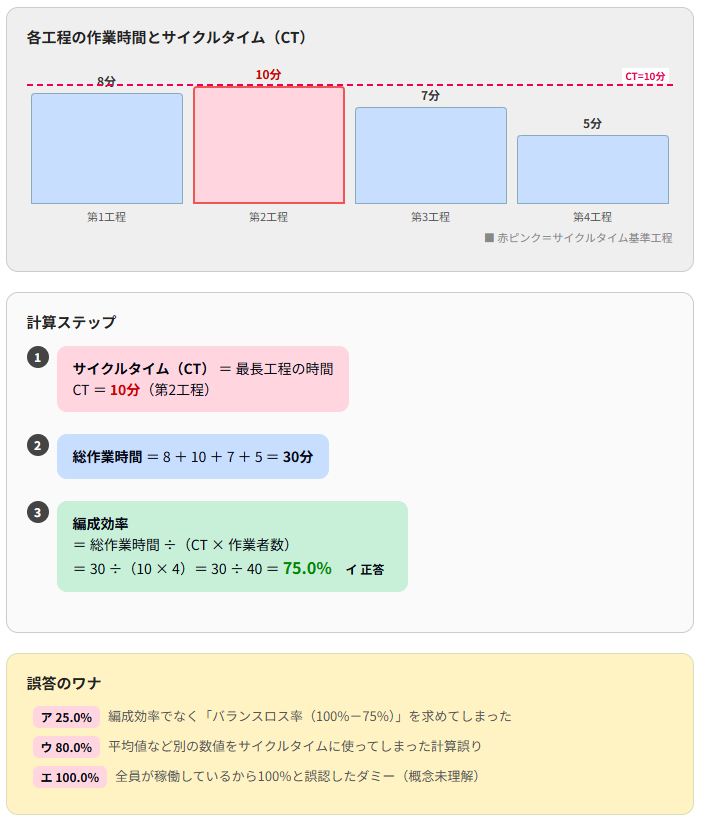
| 4人の作業者で単一製品をライン生産している。各作業者の作業時間は下表の通りである。 このラインの編成効率として最も適切なものはどれか。 |
 |
| ×ア 25.0% ○イ 75.0% ×ウ 80.0% ×エ 100.0% |
| 生産の管理方式に関する記述として、最も適切なものを2つ選べ。 |
| ×a. オーダエントリー方式は、見込生産において、あらかじめ決められたスケジュールに沿って製品を完成させる方式である。 ○b. JIT(ジャストインタイム)は、必要な物を、必要なときに、必要な量だけ生産する方式である。 ○c. MRP(資材所要量計画)は、最終製品の生産計画に基づいて、必要な部品や資材の所要量と発注時期を算出する手法である。 ×d. 製番管理方式は、量産ラインにおいて、1つのアイテムに対して連続した製造番号を付与して管理する方式である。 ×e. 生産座席予約方式は、設備の稼働状況を基に、顧客のオーダを到着順に生産する方式である。 |
| a(主語・目的語ズレ):オーダエントリー方式は「受注時」に仕様を確定し、半製品に引き当てる方式である。 d(修飾語ズレ):製番管理方式は「個別生産」において、注文ごとに固有の番号を付与して管理する方式である。 e(目的語ズレ):到着順ではなく、納期と設備の空き状況(座席)を照らし合わせて予約・割り付ける方式である。 |
| ×a. オーダエントリー方式は、見込生産において、あらかじめ決められたスケジュールに沿って(→○オーダーに会った半製品を引き当てて)製品を完成させる方式である。 ×d. 製番(→○追番)管理方式は、量産ラインにおいて、1つのアイテムに対して連続した製造番号を付与して管理する方式である。 ×e. 生産座席予約方式は、設備の稼働状況を基に、顧客のオーダを到着順に(→○設備の空き時間に割り付けて)生産する方式である。 |
| 生産現場における改善活動に関する記述として、最も適切なものを2つ選べ。 |
| ×a. 5Sの「整頓」とは、必要なものと不要なものを区分し、不要なものを捨てることである。 ○b. 5Sの「清潔」とは、整理・整頓・清掃が維持され、汚れのない状態を保つことである。 ×c. ECRSの原則における「E(Eliminate)」は、作業を結合できないかを検討する指針である。 ×d. 動作経済の原則は、設備のレイアウトを工夫して製品の移動距離を最小化するための原則である。 ○e. 3Sの「標準化」とは、材料、部品、作業方法などの種類を減らし、ばらつきを抑えて統一することである。 |
| a(主語ズレ):不要なものを捨てるのは「整理」である。 c(目的語ズレ):Eは「排除(なくせないか)」であり、結合は「C(Combine)」である。 d(主語ズレ):動作経済の原則は、作業者の疲労を減らし有効な動作を行うための身体や工具の配置に関する原則である。 |
| ×a. 5Sの「整頓(→○整理)」とは、必要なものと不要なものを区分し、不要なものを捨てることである。 ×c. ECRSの原則における「E(Eliminate)(→○C(Combine))」は、作業を結合できないかを検討する指針である。 ×d. 動作経済の(→○レイアウト・プランニングにおける最短距離の)原則は、設備のレイアウトを工夫して製品の移動距離を最小化するための原則である。 |
| 価値工学(VE)に関する記述として、最も適切なものを2つ選べ。 |
| ○a. VEにおいて、製品の価値は「機能(Function)」を「コスト(Cost)」で除した値として表される。 ×b. VEでは、製品の機能を「〇〇を~する」のように、形容詞と副詞を用いて表現する。 ○c. 基本機能とは、その製品やサービスが果たすべき最も目的的で不可欠な機能のことである。 ×d. 二次機能とは、製品の形状や色彩など、デザイン的な特徴からくる機能のことである。 ×e. VEは製品のコスト削減のみを目的としており、機能の向上は考慮されない。 |
| b(目的語ズレ):機能は「名詞と動詞」で表現される。 d(主語ズレ):デザイン的な特徴は「魅力(貴重)機能」であり、二次機能は基本機能を補助する機能である。 e(述語ズレ):コスト削減だけでなく、機能の維持・向上も目的とする。 |
| ×b. VEでは、製品の機能を「〇〇を~する」のように、形容詞と副詞(→○名詞と動詞)を用いて表現する。 ×d. 二次(→○魅力)機能とは、製品の形状や色彩など、デザイン的な特徴からくる機能のことである。 ×e. VEは製品のコスト削減のみを目的としており(→○せず)、機能の向上は考慮されない(→○する)。 |
日程・調達・工数計画
| 進捗管理や日程管理のツールに関する記述として、最も適切なものを2つ選べ。 |
| ○a. ガントチャートは、縦軸に機械や作業者、横軸に時間をとり、計画と実績を横棒の長さで比較できる図表である。 ○b. カムアップシステムは、期日管理のために、あらかじめ定められた日付に処理すべき業務をリマインドする仕組みである。 ×c. 差立て板は、製品の品質不良率を時系列でグラフ化し、管理限界線との関係を見るためのツールである。 ×d. ネットワーク図(アローダイアグラム)は、設備の配置やものの運搬経路を工場見取り図上に線で示したものである。 ×e. パレート図は、各工程における仕掛品の数量を時間ごとに折れ線グラフで表したものである。 |
| c(主語ズレ):不良率を時系列で見るのは「管理図」である。差立て板は作業の割り当てや進捗を示す。 d(主語ズレ):運搬経路を示すのは「流れ線図」である。ネットワーク図は作業の先行関係と所要時間を示す。 e(主語ズレ):仕掛品の数量を時間で表すのは「流動数図表」等である。 |
| ×c. 差立て板(→○管理図)は、製品の品質不良率を時系列でグラフ化し、管理限界線との関係を見るためのツールである。 ×d. ネットワーク図(アローダイアグラム)(→○流れ線図)は、設備の配置やものの運搬経路を工場見取り図上に線で示したものである。 ×e. パレート図(→○流動数図表)は、各工程における仕掛品の数量を時間ごとに折れ線グラフで表したものである。 |
「運営」で最も解きやすいのは、別の用語を正しく説明している主語エラー。「何か別のことを言っている」と覚えておけばバツにできます。
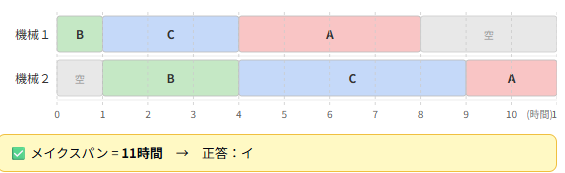
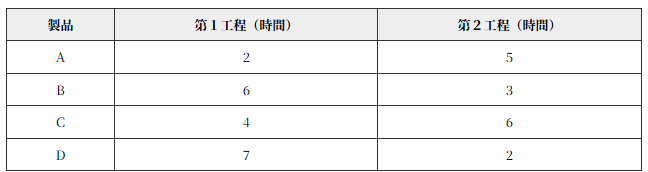
| 2台の機械で第1・第2工程の順に加工する。下表の製品A・B・Cをジョンソン法で投入したとき、総所要時間(メイクスパン)はどれか。 |
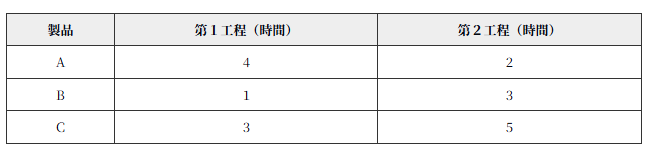 |
| ×ア 10時間 ○イ 11時間 ×ウ 15時間 ×エ 18時間 |
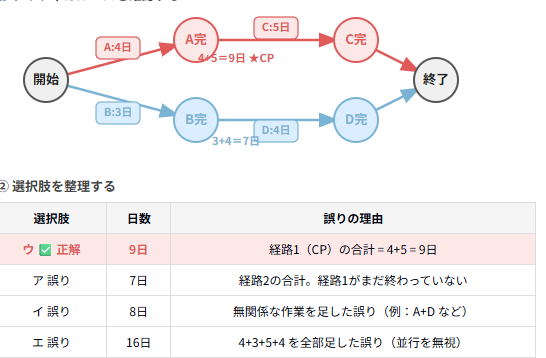
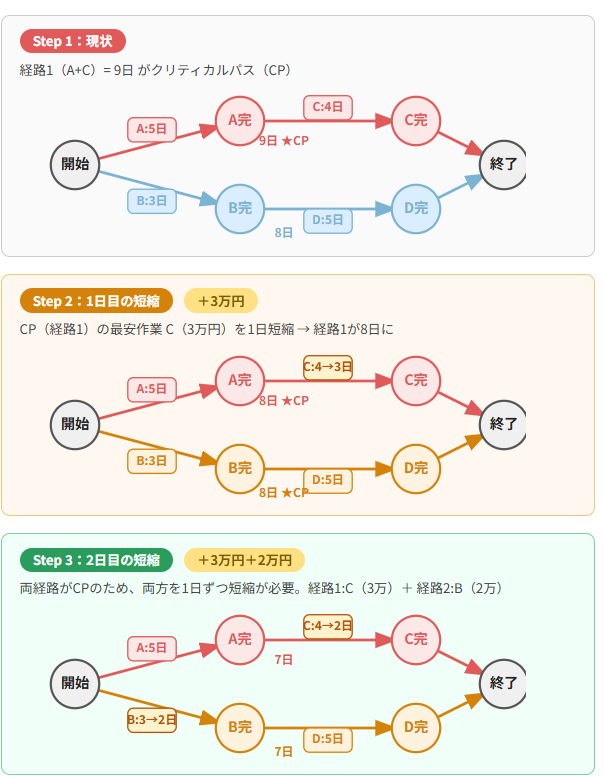
| あるプロジェクトは作業A~Dで構成され、作業A(4日)と作業B(3日)は同時に開始できる。作業A完了後に作業C(5日)が、作業B完了後に作業D(4日)が開始できる。このプロジェクトの最短完了時間はどれか。 |
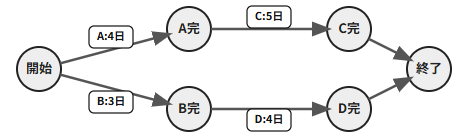 |
| ×ア 7日 ×イ 8日 ○ウ 9日 ×エ 16日 |
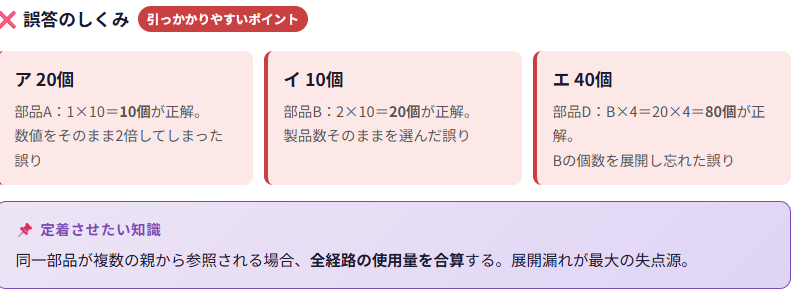
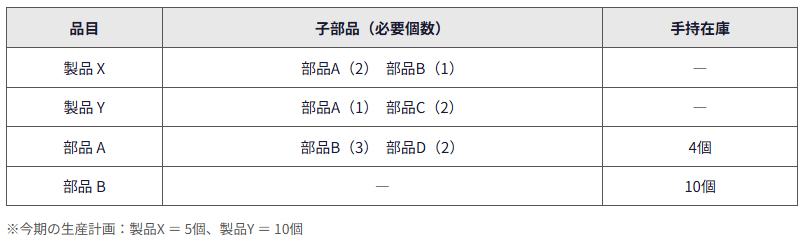
| 以下のストラクチャ型部品表に基づいた記述として、最も適切なものはどれか。 製品 X を 10個 生産する場合を考える。 |
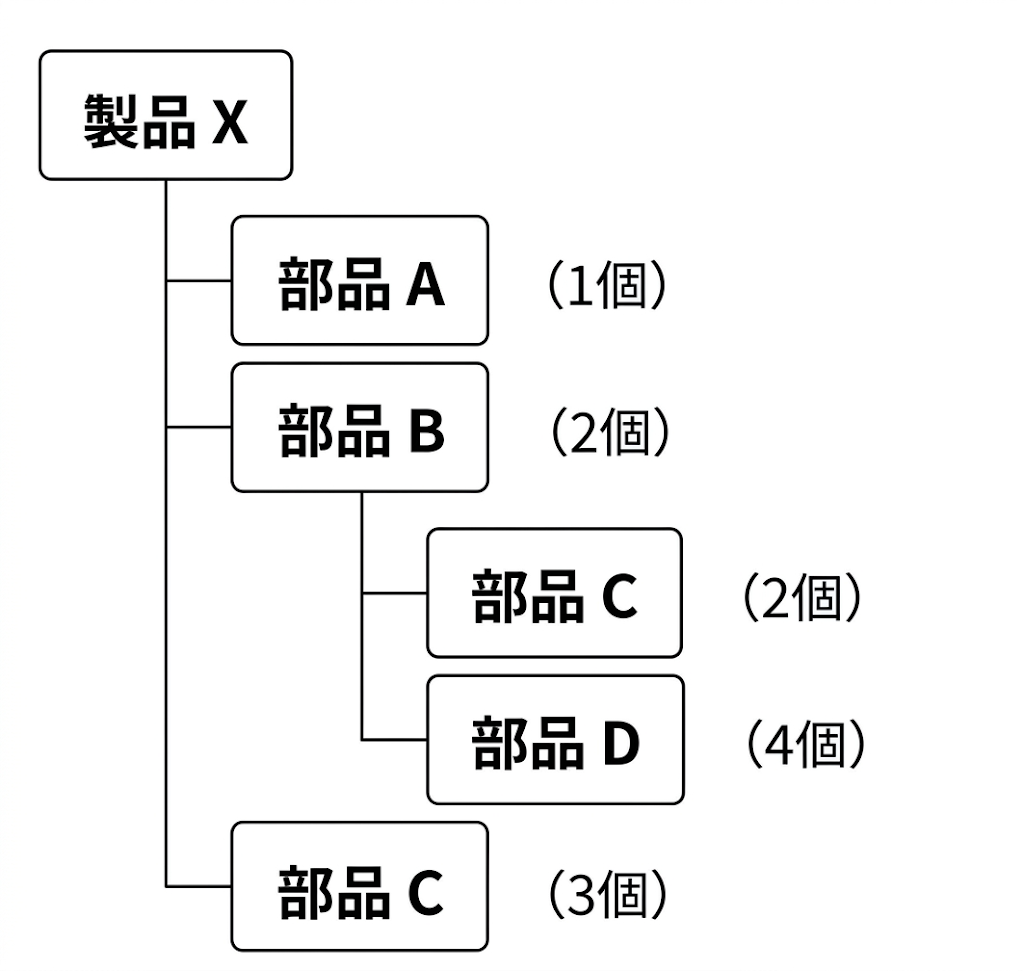 |
| ×ア 部品 A は 20 個 必要である。 ×イ 部品 B は 10 個 必要である。 ○ウ 部品 C は 70 個 必要である。 ×エ 部品 D は 40 個 必要である。 |

| 需要予測手法に関する記述として、最も適切なものを2つ選べ。(→○) |
| ○a. 移動平均法は、過去の一定期間の実績値の平均を求め、それを次期の予測値とする手法である。 ×b. 指数平滑法は、過去の実績値を同じ重みで平均し、次期の予測値を算出する手法である。 ○c. 回帰分析は、過去の需要実績のデータを用いて、時間の経過に伴う傾向を直線で結んで予測する手法である。 ×d. デルファイ法は、任意のユーザーに対してアンケートを繰り返し行い、意見を収束させて予測を行う定性的な手法である。 ×e. 移動平均法において、計算に用いる過去の期間(データ数)を短くすると、過去の変動が平滑化され、予測値が安定する。 |
| b(修飾語ズレ):指数平滑法は、新しい実績値ほど重みを大きくし、古いほど重みを小さくする手法である。 e(因果関係ズレ):期間を短くすると直近の変動に敏感に反応するため、予測値は安定せず変動しやすくなる。 |
| ×b. 指数平滑法は、過去の実績値を同じ重みで(→○新しい期間のデータのウェイトを上げて)平均し、次期の予測値を算出する手法である。 ×d. デルファイ法は、任意のユーザー(→○複数の専門家)に対してアンケートを繰り返し行い、意見を収束させて予測を行う定性的な手法である。 ×e. 移動平均法において、計算に用いる過去の期間(データ数)を短く(→○長く)すると、過去の変動が平滑化され、予測値が安定する。 |
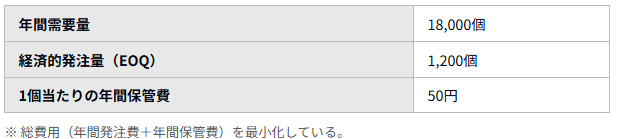
| 経済的発注量として最も適切なものを選べ。 |
 |
| ×ア 1,000個 ○イ 2,000個 ×ウ 4,000個 ×エ 20,000個 |

| 現品管理および関連する技術に関する記述として、最も適切なものを2つ選べ。 |
| ×a. RFIDは、通信時にタグとリーダーの間に障害物があると、データを読み取ることができない。 ○b. 現品管理は、資材、仕掛品、製品などの物について、その所在や数量、状態を正確に把握・管理する活動である。 ○c. トレーサビリティとは、原材料の調達から生産、消費、廃棄に至るまでの履歴を追跡・遡及できる状態にすることである。 ×d. 2次元コード(QRコードなど)は、一方向(横方向)にのみ情報を持ち、バーコードよりも記録できる情報量が少ない。 ×e. ロット管理は、製品を1個ずつ個別に識別番号を付けて管理し、不具合時の追跡を容易にする方法である。 |
| a(修飾語ズレ):RFIDは電波を用いるため、非金属の障害物があっても複数一括で読み取り可能である。 d(述語ズレ):2次元コードは縦横の二方向に情報を持ち、バーコードよりも情報量が「多い」。 e(修飾語ズレ):1個ずつ管理するのは「シリアル(個体)管理」であり、ロット管理は同一条件で生産された群単位で管理する。 |
| ×a. RFIDは、通信時にタグとリーダーの間に障害物があると(→○あっても)、データを読み取ることができない(→○できる)。 ×d. 2次元コード(QRコードなど)は、一方向(横方向)にのみ(→○縦横の2方向に)情報を持ち、バーコードよりも記録できる情報量が少ない(→○多い)。 ×e. ロット(→○シリアル)管理は、製品を1個ずつ個別に識別番号を付けて管理し、不具合時の追跡を容易にする方法である。 |
| 運搬活性示数は、対象品が置かれている状態から運び出されるまでに必要な取り扱いの手間数を表す指標である。 以下の表に示す3つの状態における運搬活性示数の合計値として、最も適切なものはどれか。 |
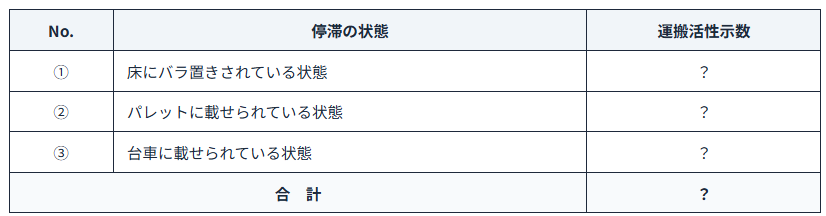 |
| ×ア 3 ×イ 4 ○ウ 5 ×エ 6 |

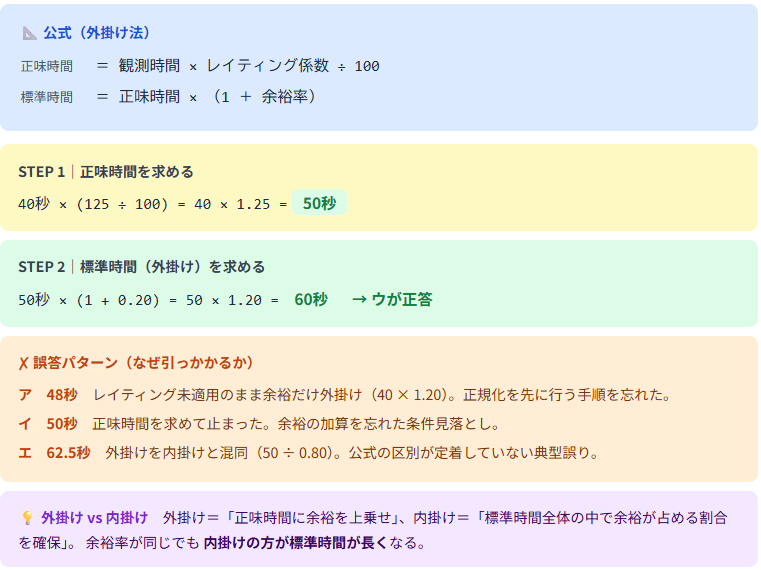
| ある作業について、観測時間の平均・レイティング係数・余裕率が下表のとおりであった。 外掛け法による標準時間として最も適切なものはどれか。 |
 |
| ×ア 48秒 ×イ 50秒 ○ウ 60秒 ×エ 62.5秒 |
その他生産管理(品質・設備・環境)
| QC7つ道具の名称と用途に関する記述として、最も適切なものを2つ選べ。 |
| ×a. 散布図は、工程が安定した状態にあるかどうかを時系列で折れ線グラフにプロットし、管理限界線と比較する図である。 ○b. パレート図は、不具合の件数や損失金額を原因別に分類し、大きい順に並べた棒グラフと、その累積和を示す折れ線グラフを組み合わせた図である。 ×c. ヒストグラムは、複数の要素間の相関関係を把握するために、2つの変数を縦軸と横軸にとり、データを点で打った図である。 ×d. チェックシートは、原因と結果が複雑に絡み合った問題の因果関係を論理的に解明するための図である。 ○e. 特性要因図は、結果(特性)とそれに影響を及ぼす原因(要因)との関係を、魚の骨のような形で体系的に整理した図である。 |
| a(主語ズレ):時系列で管理限界線と比較するのは「管理図」である。 c(主語ズレ):2つの変数の相関を見るのは「散布図」である。ヒストグラムは度数分布を示す。 d(主語ズレ):複雑な因果関係を解明するのは新QC7つ道具の「連関図法」等である。チェックシートはデータの記録用である。 |
| ×a. 散布図(→○管理図)は、工程が安定した状態にあるかどうかを時系列で折れ線グラフにプロットし、管理限界線と比較する図である。 ×c. ヒストグラム(→○散布図)は、複数の要素間の相関関係を把握するために、2つの変数を縦軸と横軸にとり、データを点で打った図である。 ×d. チェックシート(→○連関図法)は、原因と結果が複雑に絡み合った問題の因果関係を論理的に解明するための図である。 |
主語エラーの特徴は、後に続く文は全て国家試験の正解になる正しい知識。定義を一言一句暗記する必要はなく、「QC7つ道具」の名称⇔おおまかな使い道をぼんやり暗記で良いとわかります。
| 設備保全活動に関する記述として、最も適切なものを2つ選べ。 |
| ×a. 改良保全は、設備を新たに設計・導入する段階で、故障しにくく、かつ保守しやすい設備を開発する活動である。 ×b. 保全予防は、過去に発生した設備の故障原因を分析し、同じ故障が再発しないように設備の材質や構造を改善する活動である。 ○c. 予防保全は、設備の劣化を未然に防ぎ、故障の発生確率を低下させるために、計画的に行う点検や部品交換のことである。 ×d. TPM(Total Productive Maintenance)は、保全専門の部門だけが責任を持って設備の維持管理を行う全社的な活動である。 ○e. 事後保全は、設備が故障して性能が低下したり停止したりした後に、修理や部品交換を行う保全活動である。 |
| a(主語ズレ):設計・導入段階で行うのは「保全予防」である。 b(主語ズレ):再発防止のために材質や構造を改善するのは「改良保全」である。 d(修飾語ズレ):TPMは保全部門だけでなく、製造部門などを含めた「全員参加」で行う活動である。 |
| ×a. 改良保全(→○保全予防)は、設備を新たに設計・導入する段階で、故障しにくく、かつ保守しやすい設備を開発する活動である。 ×b. 保全予防(→○改良保全)は、過去に発生した設備の故障原因を分析し、同じ故障が再発しないように設備の材質や構造を改善する活動である。 ×d. TPM(Total Productive Maintenance)は、保全専門の部門だけが責任を持って(→○に加えて全員参加で行う)設備の維持管理を行う全社的な活動である。 |
主語エラーでは、誤答選択肢同士で主語を変えているだけの場合も多い(例外あり)。このケースでは事前知識なしの語感やアドリブでそこそこ当たります。
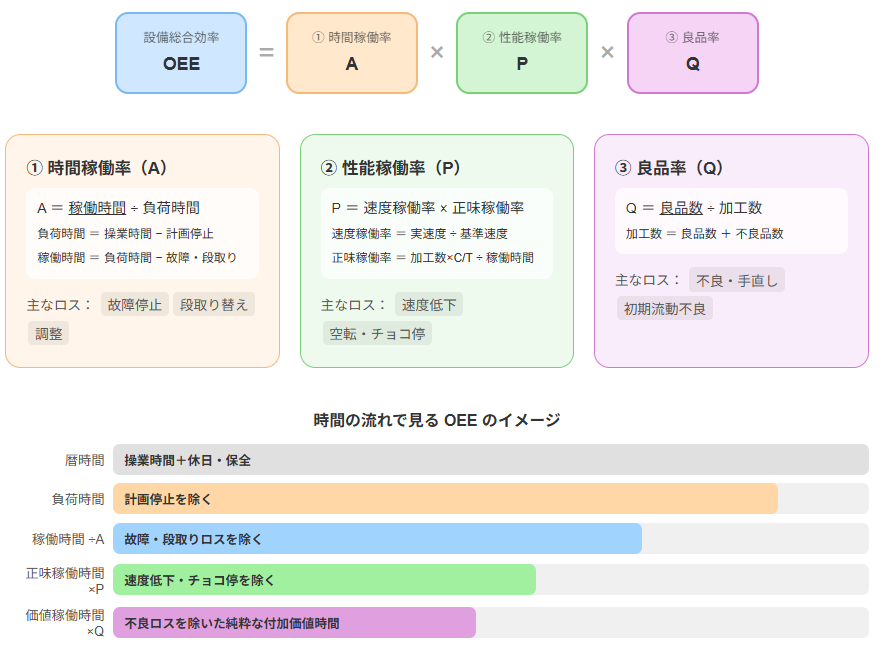
| 設備の効率を示す指標に関する記述として、最も適切なものを2つ選べ。 |
| ○a. 時間稼働率は、設備の負荷時間から段取り替えや故障などの停止時間を差し引いた稼働時間を、負荷時間で除して求められる。 ○b. 設備の7大ロスにおける「チョコ停ロス」は、設備が一時的に停止したり空転したりするロスであり、時間稼働率ではなく性能稼働率を低下させる要因となる。 ×c. 性能稼働率は、基準サイクルタイムと実際の加工数量の積を、負荷時間で除して求められる。 ×d. 良品率は、生産されたすべての製品数量に対し、手直し(再加工)を行った製品数量の割合を示す指標である。 ×e. 設備総合効率は、時間稼働率と性能稼働率の2つの指標を足し合わせて求められる。 |
| c(目的語ズレ):性能稼働率は、負荷時間ではなく「稼働時間」で除して求める。 d(目的語ズレ):良品率は、加工数量から不適合品(手直し含む)を引いた「良品数量」の割合である。 e(述語ズレ):設備総合効率は、時間稼働率・性能稼働率・良品率の3つを「掛け合わせて(積で)」求められる。 |
| ×c. 性能稼働率は、基準サイクルタイムと実際の加工数量の積を、負荷(→○稼働)時間で除して求められる。 ×d. 良品率は、生産されたすべての製品数量に対し、手直し(再加工)を行った(→○行わなかった)製品数量の割合を示す指標である。 ×e. 設備総合効率は、時間稼働率と性能稼働率の2つ(→○と良品率の3つ)の指標を足し合わせて求められる。 |
| 環境配慮型生産や法規制に関する記述として、最も適切なものを2つ選べ。 |
| ×a. エコアクション21は、国際標準化機構(ISO)が制定した環境マネジメントシステムの国際規格である。 ○b. 3R(リデュース、リユース、リサイクル)のうち、リユースは使用済みの製品や部品をそのまま、あるいは洗浄して再使用することである。 ○c. カーボンフットプリントは、製品のライフサイクル全体を通じて排出された温室効果ガスの量を、CO2排出量に換算して表示する仕組みである。 ×d. マテリアルリサイクルとは、廃棄物を焼却する際に発生する熱エネルギーを回収して発電などに利用することである。 ×e. 食品リサイクル法において、食品廃棄物等の再生利用等の優先順位は、肥料化が最も高く、次いで飼料化、熱回収の順とされている。 |
| a(主語ズレ):ISOが制定した国際規格は「ISO 14001」である。エコアクション21は環境省が策定した仕組みである。 d(主語ズレ):熱エネルギーを回収するのは「サーマルリサイクル」である。 e(目的語ズレ):食品リサイクルの優先順位は「飼料化」が最も高く、次いで「肥料化」である。 |
| ×a. エコアクション21(→○ISO14001)は、国際標準化機構(ISO)が制定した環境マネジメントシステムの国際規格である。 ×d. マテリアル(→○サーマル)リサイクルとは、廃棄物を焼却する際に発生する熱エネルギーを回収して発電などに利用することである。 ×e. 食品リサイクル法において、食品廃棄物等の再生利用等の優先順位は、肥料化が最も高く、次いで飼料化(→下線部あべこべ)、熱回収の順とされている。 |
| 企業の利益管理や原価計算に関する基礎的な記述として、最も適切なものを2つ選べ。 |
| ×a. 固定費は、減価償却費や工場建物の賃借料のように、生産量の増減に比例して製品1個当たりの金額が変動せず一定となる費用のことである。 ○b. 変動費は、材料費や外注加工費のように、生産量や販売量の増減に比例して総額が増減する費用のことである。 ×c. 限界利益率は、売上高から固定費を差し引いた金額を、売上高で除して求められる比率である。 ×d. 製造間接費は、特定の製品に直接紐づけることが容易であり、個別の製品ごとに直接賦課される費用である。 ○e. 損益分岐点売上高は、売上高から変動費を差し引いた限界利益が、固定費と完全に一致し、利益がゼロとなる売上高のことである。 |
| a(述語ズレ):固定費は「総額」が一定であり、生産量が増加すれば製品1個当たりの金額は「減少」する。 c(目的語ズレ):限界利益率は、売上高から「変動費」を差し引いた金額(限界利益)を売上高で除して求める。 d(述語ズレ):直接紐づけられないため配賦計算が必要なのが製造間接費である。 |
| ×a. 固定費は、減価償却費や工場建物の賃借料のように、生産量の増減に比例して製品1個当たりの(→削除)金額が変動せず一定となる費用のことである。 ×c. 限界利益率(→○変動費率)は、売上高から固定費を差し引いた金額を、売上高で除して求められる比率である。 ×d. 製造間接費は、特定の製品に直接紐づけることが容易(→○困難)であり、個別の製品ごとに直接賦課される(→○できない)費用である。 |
「事例Ⅳ」がR3から一転簿記推しになったのは、CVP分析の手前の「原価計算から学ぶ必要が高まった」ため。「運営管理」でも出題し、簿記2推しの流れを未だに知らないノロマを取り残します。
「企業経営理論」と異なり、「運営」文章題では用語の定義がそのまま聞かれる。ここで「理解を増やす前にまず暗記」と気が付くと、いい年こいたおじオバが「2次」の答をひたすら覚えるぶぞ勉の愚を避けられます。
テストレットC~最後の2択が勝負所
生産管理概論+生産方式
| 工場の管理指標に関する記述として、最も適切なものを2つ選べ。 |
| ○a. 労働生産性を向上させるには、投入する労働量を減らしつつ産出量を維持することが有効である。 ×b. 歩留りが低下した場合、主原材料の投入量に対して産出される良品の量が増加していることを意味する。 ×c. 設備総合効率は、時間稼働率と性能稼働率の積で求められ、良品率は考慮されない。 ×d. 作業の遊休時間を求めるために、作業の遂行時間を調査し、標準時間を設定した。 ○e. 工程能力指数が1.33を上回る場合、規格の幅に対して十分な工程能力があると評価される。 |
| b(述語ズレ):歩留りの低下は、産出される良品の量が「減少」していることを意味する。 c(修飾語ズレ):設備総合効率は、時間稼働率・性能稼働率・「良品率」の3つを掛け合わせて求める。 d(目的語ズレ):標準時間を設定するのは、遊休時間ではなく「正味時間(または標準作業時間)」を求めるためである。 |
| ×b. 歩留りが低下した場合、主原材料の投入量に対して産出される良品の量が増加(→○減少)していることを意味する。 ×c. 設備総合効率は、時間稼働率と性能稼働率の積で求められ(→○に加え)、良品率は考慮されない(→○する)。 ×d. 作業の遊休時間(→○正味時間)を求めるために、作業の遂行時間を調査し、標準時間を設定した。 |
| フロムツウチャートやDI分析に関する記述として、最も適切なものを2つ選べ。 |
| ○a. フロムツウチャートは、各設備間のものの運搬回数や運搬量をマトリックス状にまとめた図表である。 ×b. DI分析では、横軸に製品、縦軸に生産量をとり、グラフを作成してレイアウトを評価する。 ×c. フロムツウチャートにおいて、対角線上に数値がある場合、ものの流れが逆行していることを示す。 ×d. DI分析において、運搬回数が多く運搬距離が長い工程は、レイアウト改善の優先度が低くなる。 ○e. フロムツウチャートを用いることで、特定の設備から他のすべての設備への運搬状況を定量的に把握できる。 |
| b(主語ズレ):横軸に製品、縦軸に生産量をとるのは「PQ分析」である。 d(述語ズレ):運搬回数×距離(DI値)が大きい工程は、改善の優先度が「高く」なる。 |
| ×b. DI分析(→○P-Q分析)では、横軸に製品、縦軸に生産量をとり、グラフを作成してレイアウトを評価する。 ×c. フロムツウチャートにおいて、対角線上に(→○より左下のセルに)数値がある場合、ものの流れが逆行していることを示す。 ×d. DI分析において、運搬回数が多く運搬距離が長い工程は、レイアウト改善の優先度が低く(→○高く)なる。 |
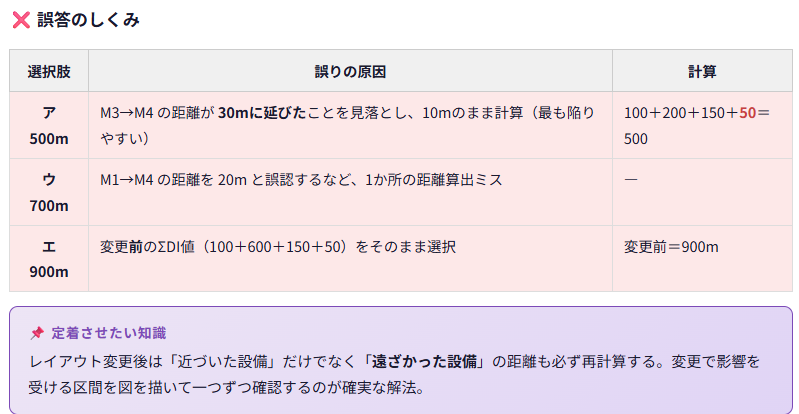
| 以下のレイアウトを変更したとき、変更後の総運搬距離(ΣDI値)として、最も適切なものはどれか。 |
  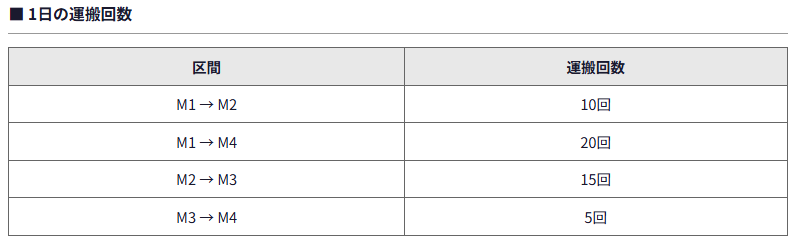 |
| ×ア 500m ○イ 600m ×ウ 700m ×エ 900m |

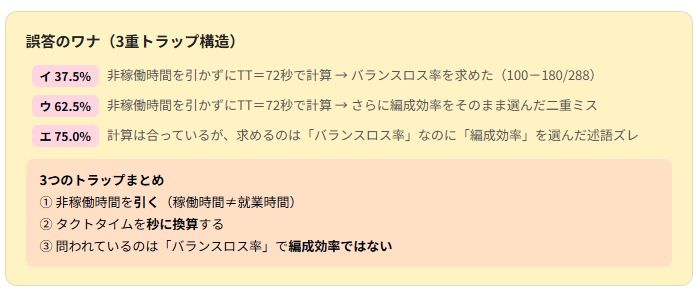
| 1日の就業時間が8時間(480分)の生産ラインがある。以下の条件で算出した タクトタイムをサイクルタイムとしてラインを編成したとき、バランスロス率として最も適切なものはどれか。 |
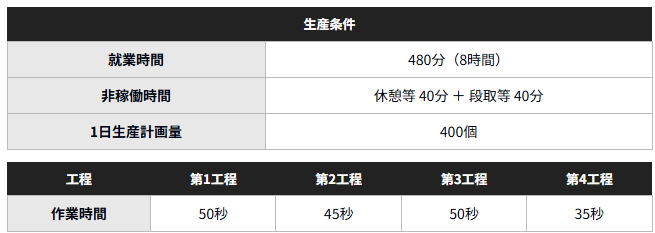 |
| ○ア 25.0% ×イ 37.5% ×ウ 62.5% ×エ 75.0% |

| 生産の管理方式に関する記述として、最も適切なものを2つ選べ。 |
| ×a. TOC(制約理論)において、ドラム はボトルネック工程の前後に設けられる時間的余裕を意味する。 ○b. モジュール生産方式では、あらかじめ標準化されたモジュールを用意し、受注後に組み合わせて多様な製品を生産する。 ×c. プルシステム(後工程引き取り方式)では、前工程が自身のペースで生産したものを後工程へ押し出す。 ○d. かんばん方式は、JIT生産を実現するための情報伝達ツールであり、運搬指示かんばんと生産指示かんばんがある。 ×e. VMI(Vender Managed Inventory)は、小売業者が独自に需要予測を行い、納入業者の在庫を管理する方式である。 |
| a(主語ズレ):余裕時間を意味するのは「バッファ」であり、「ドラム」は生産全体のペース(リズム)を指す。 c(述語ズレ):前工程から後工程へ押し出すのは「プッシュシステム」である。 e(主語ズレ):納入業者(ベンダー)が、小売業者の販売データなどを共有し、小売側の在庫を管理・補充する方式である |
| ×a. TOC(制約理論)において、ドラム (→○バッファ)はボトルネック工程の前後に設けられる時間的余裕を意味する。 ×c. プルシステム(後工程引き取り方式)では、前工程(→○後工程)が自身のペースで生産した(→○必要な)ものを後工程へ押し出す(→○前工程から引き取る)。 ×e. VMI(Vender Managed Inventory)は、小売業者が独自に需要予測を行い、納入業者(→下線部あべこべ)の在庫を管理する方式である。 |
| 生産の合理化・改善に関する記述として、最も適切なものを2つ選べ。 |
| ×a. ECRSの原則における「R(Rearrange)」は、作業を簡素化できないかという指針である。 ×b. ワークサンプリングは、作業を連続的にストップウォッチで観測し、標準時間を正確に算出する直接測定法である。 ○c. 5W1Hを活用した改善では、「Who」や「Why」などの視点から作業の目的や方法を問い直し、問題の本質を探る。 ○d. サーブリッグ分析は、作業者の動作を微小な動作要素に分解し、両手の動作のムダを発見するための手法である。 ×e. 動作経済の原則における「作業場所に関する原則」では、工具や材料を作業者の最大作業域の外側に配置することを推奨している。 |
| a(目的語ズレ):Rは「再配列・順序変更」であり、簡素化は「S(Simplify)」である。 b(述語ズレ):ワークサンプリングは瞬間的な観測を多数回行う「間接測定法(稼働分析)」である。 e(修飾語ズレ):工具や材料は、作業がしやすい「正常作業域(最大作業域の内側)」に配置するよう推奨される。 |
| ×a. ECRSの原則における「R(Rearrange)(→○S(Simplify))」は、作業を簡素化できないかという指針である。 ×b. ワークサンプリング(→○ストップウォッチ法)は、作業を連続的にストップウォッチで観測し、標準時間を正確に算出する直接測定法である。 ×e. 動作経済の原則における「作業場所に関する原則」では、工具や材料を作業者の最大作業域の外側(→○内側)に配置することを推奨している。 |
| VEの展開や適用に関する記述として、最も適切なものを2つ選べ。 |
| ×a. 価値工学における機能評価では、各機能のコストを算出し、その機能が顧客にとって全く不要な場合は「貴重機能」として扱う。 ×b. セカンドルックVEは、開発・設計段階の初期に適用され、設計図面が完成する前にコストを低減する手法である。 ×c. VEにおける「使用機能」とは、使用者が必要としないが製造上やむを得ず付加される機能のことである。 ○d. ゼロルックVEは、製品の企画や構想の段階など、図面が存在しない初期段階で適用されるVEである。 ○e. 価値を向上させる方法には、「機能を維持しつつコストを下げる」や「コストを上げてそれ以上に機能を高める」などのアプローチがある。 |
| a(主語ズレ):全く不要な機能は「不必要機能」として扱う。 b(修飾語ズレ):セカンドルックVEは、設計完了後や生産開始後に既存製品に対して行うVEである。 c(主語ズレ):製造上やむを得ず付加される不要な機能は「不必要機能」であり、使用機能は使用目的を果たす機能である。 |
| ×a. 価値工学における機能評価では、各機能のコストを算出し、その機能が顧客にとって全く不要(→○貴重)な場合は「貴重機能」として扱う。 ×b. セカンド(→○ゼロ)ルックVEは、開発・設計段階の初期に適用され、設計図面が完成する前にコストを低減する手法である。 ×c. VEにおける「使用(→○不必要)機能」とは、使用者が必要としないが製造上やむを得ず付加される機能のことである。 |

日程・調達・工数計画
| 進捗管理に関する記述として、最も適切なものを2つ選べ。(→○) |
| ○a. 流動数図表では、累積投入量と累積産出量の縦軸方向の間隔が、その時点での生産ライン内の仕掛品残量を示す。 ×b. 追番管理は、部品や製品に連続した番号を付与し、その番号の進行状況によって進捗を管理する個別生産向けの方式である。 ○c. 余力管理は、各工程の能力と負荷を比較し、能力が不足している場合は作業者の配置転換や残業などで調整する活動である。 ×d. 製造三角図は、縦軸に累積生産量、横軸に時間をとり、計画線と実績線の差異から遅れや進みを把握する図である。 ×e. 差立ては、作業が完了した後に、その実績を元に標準時間を修正・再設定する活動を指す。 |
| b(修飾語ズレ):追番管理は主に「繰返し生産(量産)」で用いられる方式である。 d(主語ズレ):記述内容は「流動数図表」などに近い。製造三角図は横軸に日程、縦軸に工程をとる。 e(目的語ズレ):差立て(ディスパッチング)は、作業の着手に際して作業指示を与える活動である。 |
| ×b. 追番管理は、部品や製品に連続した番号を付与し、その番号の進行状況によって進捗を管理する個別(→○繰り返し)生産向けの方式である。 ×d. 製造三角図(→○流動数図表)は、縦軸に累積生産量、横軸に時間をとり、計画線と実績線の差異から遅れや進みを把握する図である。 ×e. 差立ては、作業が完了した後(→○を始める前)に、その実績を元に標準時間(→○予定)を修正・再設定する活動を指す。 |
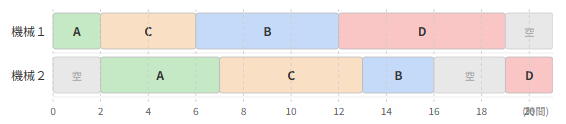
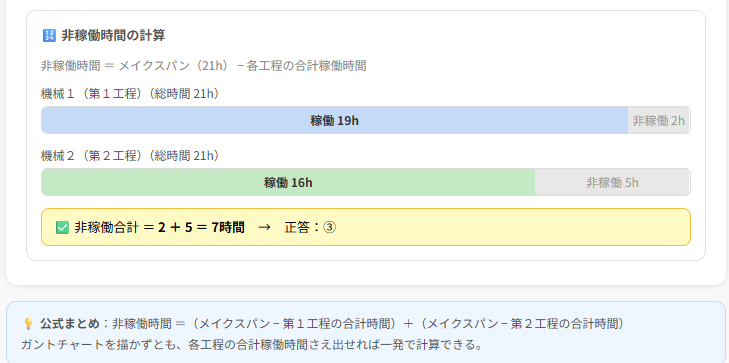
| 2台の機械で第1・第2工程の順に加工する。下表の製品A〜Dをジョンソン法で総所要時間が最小になる順序で投入したとき、2台の機械の非稼働時間の合計はどれか。 |
 |
| ×ア 2時間 ×イ 5時間 ○ウ 7時間 ×エ 21時間 |
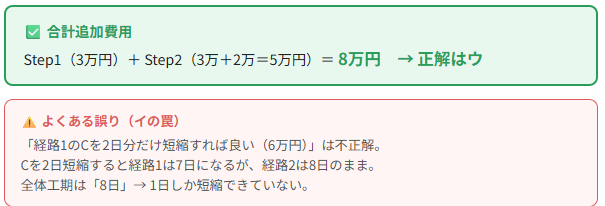
| 経路1(A:5日, C:4日)と経路2(B:3日, D:5日)が並行するプロジェクトの工期を2日短縮したい。1日当たりの短縮費用はA:4万、B:2万、C:3万、D:5万円。最小の追加費用はどれか。(各作業は2日以上短縮可能) |
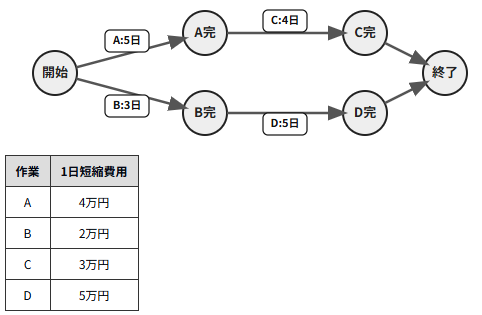 |
| ×ア 5万円 ×イ 6万円 ○ウ 8万円 ×エ 10万円 |
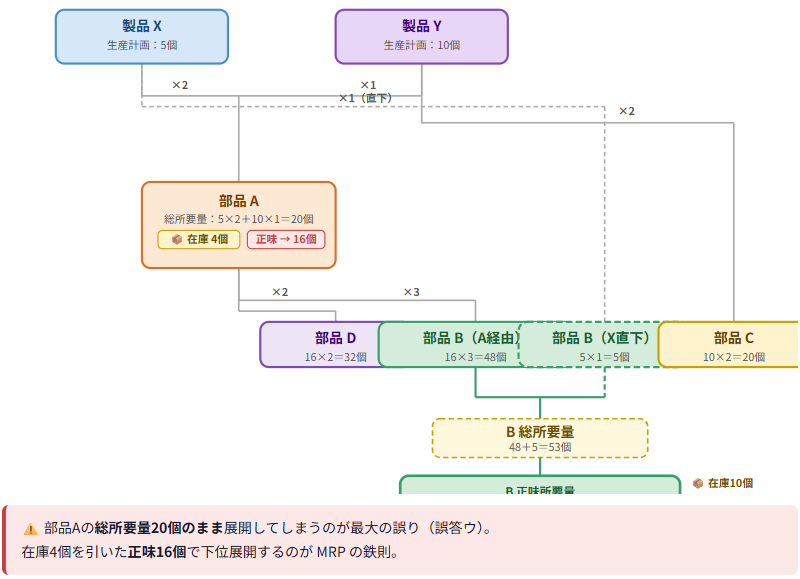
| 以下の条件のもと、新たに手配すべき部品 B の正味所要量として最も適切なものはどれか。 |
 |
| ×ア 38個 ○イ 43個 ×ウ 55個 ×エ 65個 |
| 需要予測における時系列データの変動や予測精度に関する記述として、最も適切なものを2つ選べ。 |
| ○a. 指数平滑法において平滑化係数(α)を1に近づけると、直近の実績値が予測に強く反映されるようになる。 ×b. 時系列データの季節変動は、景気の好況・不況などの経済サイクルを要因として、数年単位で繰り返される変動である。 ×c. 移動平均法では、需要に上昇トレンドがある場合、予測値は実際の実績値よりも先行して高めに算出される傾向がある。 ×d. 循環変動は、1年を周期として、季節や気候などの要因により毎年同じ時期に繰り返される需要の変動である。 ○e. 需要予測の誤差を評価する指標として、予測値と実績値の差の絶対値の平均(MAD)が用いられることがある。 |
| b(主語ズレ):経済サイクルによる数年単位の変動は「循環変動」である。 c(因果関係ズレ):過去の平均をとるため、上昇トレンドがある場合は予測値が実績値に「遅行して低め」に算出される。 d(主語ズレ):1年周期で繰り返される変動は「季節変動」である。 |
| ×b. 時系列データの季節(→○循環)変動は、景気の好況・不況などの経済サイクルを要因として、数年単位で繰り返される変動である。 ×c. 移動平均法では、需要に上昇トレンドがある場合、予測値は実際の実績値よりも先行して高め(→○遅く低め)に算出される傾向がある。 ×d. 循環(→○季節)変動は、1年を周期として、季節や気候などの要因により毎年同じ時期に繰り返される需要の変動である。 |
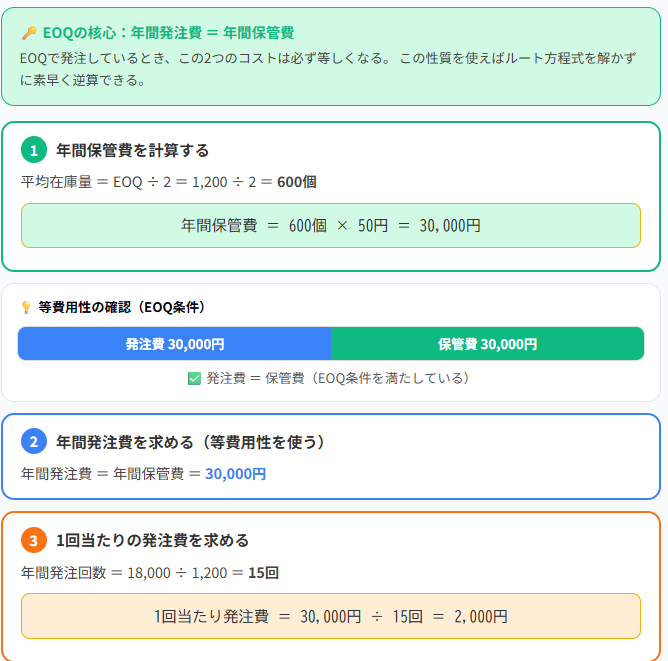
| 1回当たりの発注費として最も適切なものを選べ。 |
 |
| ×ア 1,000円 ○イ 2,000円 ×ウ 4,000円 ×エ 30,000円 |
| 店舗や生産現場における現品管理手法に関する記述として、最も適切なものを2つ選べ。 |
| ×a. フリーロケーション管理は、棚の保管場所を固定せず、入庫の都度空いている場所に保管するため、保管効率は低下する。 ○b. ダブルビン方式(複棚法)は、2つの容器に同じ部品を入れ、一方が空になった時点で発注を行う簡易な在庫管理手法である。 ×c. 先入先出法は、長期間保管による品質劣化を防ぐために、後から入庫したものから順に出庫する管理方法である。 ○d. 現品管理におけるあんどん(行灯)は、生産ラインの異常や進捗状況を視覚的に作業者や管理者に知らせるツールである。 ×e. 棚卸は、帳簿上の在庫数量と実際の現品数量が一致しているかを確認する作業であり、差異が生じた場合は帳簿の数値を優先して現品を廃棄する。 |
| a(述語ズレ):空いている場所を有効活用できるため、固定ロケーションに比べて保管効率は「向上」する。 c(修飾語ズレ):先入先出法は「先に入庫したものから順に出庫する」方法である。 e(目的語ズレ):差異が生じた場合は原因を調査し、「帳簿の数値を実際(現品)の数量に合わせる」のが原則である。 |
| ×a. フリーロケーション管理は、棚の保管場所を固定せず、入庫の都度空いている場所に保管するため、保管効率は低下(→○向上)する。 ×c. 先入先出法は、長期間保管による品質劣化を防ぐために、後から(→○先に)入庫したものから順に出庫する管理方法である。 ×e. 棚卸は、帳簿上の在庫数量と実際の現品数量が一致しているかを確認する作業であり、差異が生じた場合は帳簿(→○現物)の数値を優先して現品を廃棄(→○帳簿を修正)する。 |
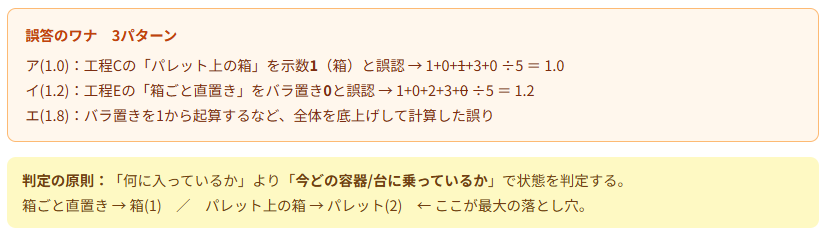
| ある加工職場において、部品の停滞時の状態を調査したところ、以下の表に示す5つのプロセスを経ていることが分かった。 この職場の平均活性示数の値として最も近いものを選べ。 |
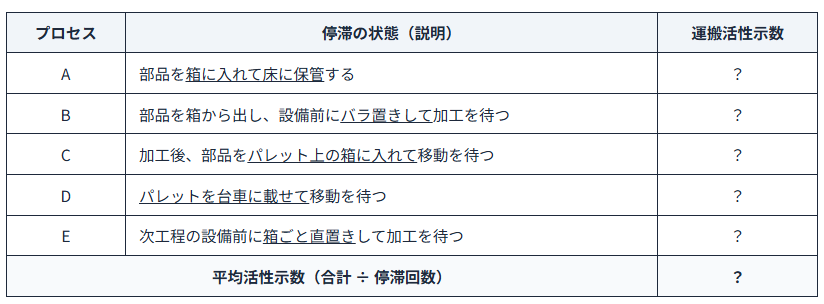 |
| ×ア 1.0 ×イ 1.2 ○ウ 1.4 ×エ 1.8 |

| ある組立作業は上表の3要素からなる。余裕率は10%(内掛け法)を適用するとき、 この作業の標準時間として最も適切なものはどれか。 |
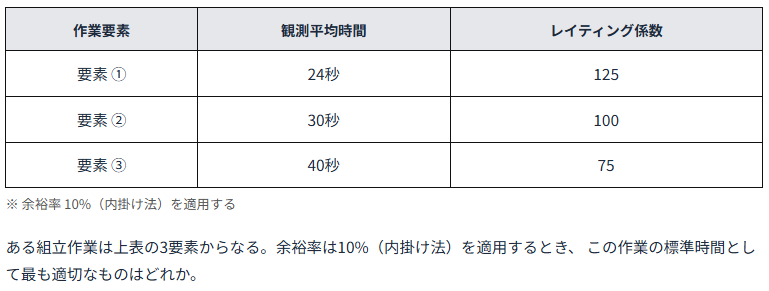 |
| ×ア 90秒 ×イ 99秒 ○ウ 100秒 ×エ 104秒 |

その他生産管理(品質・設備・環境)
| 新QC7つ道具や品質管理手法に関する記述として、最も適切なものを2つ選べ。 |
| ×a. マトリックス図法は、目的を達成するための手段をツリー状に展開し、最適な手段を追求するための図法である。 ×b. アローダイアグラム法は、不良発生の根本原因を「人・機械・材料・方法」の4Mの視点から掘り下げるための図法である。 ○c. 親和図法は、事実や意見などの言語データを、相互の親和性(関連性)によってグループ化し、問題の構造を整理する手法である。 ○d. PDPC法(過程決定計画図)は、事態の進展とともに様々な結果が予想される問題について、望ましい結果に至るプロセスを定める手法である。 ×e. 系統図法は、行と列に複数の要素を配置し、その交点に関連の有無や強さを示す記号を記入して問題解決を支援する手法である。 |
| a(主語ズレ):目的と手段をツリー状に展開するのは「系統図法」である。 b(主語ズレ):4Mの視点で掘り下げるのは「特性要因図」である。アローダイアグラム法は日程計画に用いる。 e(主語ズレ):行と列の交点で関連を示すのは「マトリックス図法」である。 |
| ×a. マトリックス図法(→○系統図法)は、目的を達成するための手段をツリー状に展開し、最適な手段を追求するための図法である。 ×b. アローダイアグラム法(→○特性要因図)は、不良発生の根本原因を「人・機械・材料・方法」の4Mの視点から掘り下げるための図法である。 ×e. 系統図法(→○マトリックス図法)は、行と列に複数の要素を配置し、その交点に関連の有無や強さを示す記号を記入して問題解決を支援する手法である。 |
| 設備保全およびTPMに関する記述として、最も適切なものを2つ選べ。 |
| ×a. 時間基準保全(TBM)は、設備の振動や温度などの劣化状態を定期的に測定し、異常の兆候が見られた時に保全を行う手法である。 ×b. 状態監視保全(CBM)は、過去の故障データに基づいて設定した一定の期間や稼働時間ごとに、定期的に部品交換などを行う手法である。 ×c. 設備のライフサイクルコスト(LCC)を最小化するためには、初期の設備投資額を極限まで抑え、事後保全の比率を高めることが推奨される。 ○d. 自主保全は、設備を操作するオペレーター自身が、日常の清掃、給油、点検、増し締めなどを行い、設備の劣化を防ぐ活動である。 ○e. TPMの「自主保全の7ステップ」の初期段階(第1〜3ステップ)では、初期清掃、発生源・困難箇所の対策、自主保全仮基準の作成が行われる。 |
| a(主語ズレ):劣化状態を測定して保全を行うのは「状態監視保全(CBM)」である。 b(主語ズレ):一定期間ごとに定期的に保全を行うのは「時間基準保全(TBM)」である。 c(因果関係ズレ):初期投資を抑えて事後保全を増やすと、運用・維持コストが増大し、結果的にLCCは増大する傾向がある。 |
| ×a. 時間基準保全(TBM)(→○状態監視保全(CBM))は、設備の振動や温度などの劣化状態を定期的に測定し、異常の兆候が見られた時に保全を行う手法である。 ×b. 状態監視保全(CBM)(→○時間基準保全(TBM)は、過去の故障データに基づいて設定した一定の期間や稼働時間ごとに、定期的に部品交換などを行う手法である。 ×c. 設備のライフサイクルコスト(LCC)を最小化するためには、初期の設備投資額を極限まで抑え(→○適切に設定し)、事後保全の比率を高める(→○下げる)ことが推奨される。 |
| 設備の信頼性と効率に関する指標についての記述として、最も適切なものを2つ選べ。 |
| ○a. MTBF(平均故障間隔)は、設備の故障から次の故障までの稼働時間の平均であり、この値が長いほど設備の信頼性が高いといえる。 ×b. MTTR(平均修復時間)は、設備の故障を修理して復旧させるのに要する時間の平均であり、この値が長いほど保全性が高いといえる。 ○c. 設備の可用率(アベイラビリティ)は、MTBFを(MTBF+MTTR)で除した値として求められ、稼働すべき時に正常に稼働している確率を示す。 ×d. 設備の7大ロスのうち、「段取り・調整ロス」は、製品の加工不良による廃棄や手直しによって生じるロスである。 ×e. 故障率曲線(バスタブ曲線)において、摩耗故障期間は設備の稼働初期に発生しやすく、徐々に故障率が低下する期間である。 |
| b(述語ズレ):MTTR(修復時間)は「短い」ほど修理が早く終わるため保全性が「高い」といえる。 d(目的語ズレ):加工不良による廃棄・手直しは「不良・手直しロス」である。 e(主語ズレ):稼働初期に発生し徐々に低下するのは「初期故障期間」である。 |
| ×b. MTTR(平均修復時間)は、設備の故障を修理して復旧させるのに要する時間の平均であり、この値が長い(→○短い)ほど保全性が高いといえる。 ×d. 設備の7大ロスのうち、「段取り・調整(→○不良・手直し)ロス」は、製品の加工不良による廃棄や手直しによって生じるロスである。 ×e. 故障率曲線(バスタブ曲線)において、摩耗(→○初期)故障期間は設備の稼働初期に発生しやすく、徐々に故障率が低下する期間である。 |


| 環境法規制や循環型社会への取り組みに関する記述として、最も適切なものを2つ選べ。 |
| ×a. ライフサイクルアセスメント(LCA)は、工場内の製造プロセスにおけるCO2排出量のみを算定し、原材料調達や廃棄フェーズは除外して環境負荷を評価する手法である。 ○b. 拡大生産者責任(EPR)とは、生産者が自ら製造した製品に対して、使用後の回収やリサイクル、適正処分の段階まで物理的・財政的責任を負うという考え方である。 ×c. 循環型社会形成推進基本法では、廃棄物の処理の優先順位を、①リサイクル、②リユース、③リデュース、④熱回収、⑤適正処分の順と定めている。 ○d. サーキュラーエコノミー(循環経済)は、従来の「大量生産・大量消費・大量廃棄」の線形経済から脱却し、廃棄物を出さずに資源を循環させ続ける経済モデルである。 ×e. 「エネルギーの使用の合理化等に関する法律(省エネ法)」では、化石燃料のみを管理対象としており、太陽光や風力などの非化石エネルギーは対象外である。 |
| a(修飾語ズレ):LCAは製造プロセスのみならず、原材料調達から廃棄・リサイクルに至る「ライフサイクル全体」を評価する。 c(目的語ズレ):優先順位は①リデュース、②リユース、③リサイクル、④熱回収、⑤適正処分である。 e(修飾語ズレ):法改正により、現在は非化石エネルギー(太陽光など)も省エネ法の管理対象に含まれる。 |
| ×a. ライフサイクルアセスメント(LCA)は、工場内の製造プロセスにおけるCO2排出量のみを算定し(→○以外にも)、原材料調達や廃棄フェーズは除外して(→○を加えたライフサイクルで)環境負荷を評価する手法である。 ×c. 循環型社会形成推進基本法では、廃棄物の処理の優先順位を、①リサイクル、②リユース、③リデュース(→○①リデュース、②リユース、③リサイクル)、④熱回収、⑤適正処分の順と定めている。 ×e. 「エネルギーの使用の合理化等に関する法律(省エネ法)」では、化石燃料のみを管理対象としており(→○以外にも)、太陽光や風力などの非化石エネルギーは対象外(→○も対象)である。 |
| 生産計画における原価や費用の意思決定に関する記述として、最も適切なものを2つ選べ。 |
| ×a. 生産能力に余裕がある工場において特別注文を検討する際、受注単価が製品1個当たりの変動費を下回っていても、固定費を回収するために受託すべきである。 ×b. 埋没原価(サンクコスト)は、過去にすでに支出され、どのような代替案を選択しても回収できない費用であり、将来の意思決定に深く考慮すべきである。 ×c. 自社製造か外注かの意思決定において、自社製造の際に発生する共通の固定費(工場長の人件費など)は、両案で差が生じるため関連原価として計算に含める。 ○d. 経済的発注量(EOQ)は、1回当たりの発注量が大きくなるほど減少する「発注費用」と、増加する「在庫保管費用」の総額が最小となる発注量である。 ○e. 機会原価(機会費用)とは、ある代替案を選択したことによって、放棄された他の代替案から得られたはずの最大の利益のことである。 |
| a(因果関係ズレ):受注単価が変動費を下回ると限界利益がマイナスとなり、作れば作るほど赤字になるため受託すべきではない。 b(述語ズレ):埋没原価は将来の意思決定には「考慮すべきではない(無関連原価)」費用である。 c(述語ズレ):自社でも外注でも発生する共通の固定費は、差が生じないため「無関連原価」として計算から除外する。 |
| ×a. 生産能力に余裕がある工場において特別注文を検討する際、受注単価が製品1個当たりの変動費を下回っていても(→○上回っていれば)、固定費を回収するために受託すべきである。 ×b. 埋没原価(サンクコスト)は、過去にすでに支出され、どのような代替案を選択しても回収できない費用であり、将来の意思決定に深く考慮すべきである(→○おいては考慮しない)。 ×c. 自社製造か外注かの意思決定において、自社製造の際に発生する共通の固定費(工場長の人件費など)は、両案で差が生じるため関連原価(→○生じないため非関連原価)として計算に含める(→○含めない)。 |
過去問の回転数が上がってくるほど、青字にした選択肢1つで良いのでなるべく最小字数で誤答を正文化する。そこを「同額を無視して差額に注目すると意思決定が早い」と説明できれば、「Ⅳ」意思決定会計の理論は合格です。
今日のまとめ
もっと言えば辞書より分厚い過去マスばかり使うから、その小さなオツムが正解を覚えることで精一杯に。そうでなく正解を先に知って誤答のエラーを直す正文化から始めれば、「この程度の暗記に理解は不要」と気が付きます。