【診断士体】
読点や箇条書きを駆使し、100~150字の長文を1センテンスで滑らかに書くこと。またそれを素早く採点する技術。
一般に読みやすいとされる1文の文字数は30~40字だそう。ところが、①読点・箇条書きを駆使して ②100~150字を1センテンスで一筆書きする、「診断士体」なる独特の言い回し。初学者が最初に面食らうのがここです。
H30「Ⅲ」第5問(Bランク易問)の例を見てみます。
| 答案① 120字×1文 | 答案②40字×3文 |
| [コピペ先行] | [結論先出し] |
| 戦略は①工業団地組合との連携を強化し | 戦略は、インサート成型の受注拡大とする。 |
| ②習得した高度なインサート成型技術により顧客企業の工程数の短縮や納期の短縮、コスト削減を図り、付加価値を向上させ | ①工場団地内の助け合いに加え金属加工部品を調達し、 国内に戻った家電製品の生産需要を捉える。 |
| ③以前の国内生産品が戻り始めた機会を活かし | ②加工技術や低コストに短納期や小ロット対応を加え、 顧客企業への工程短縮やコスト削減の |
| 顧客企業やそれ以外の企業からの受注の拡大を図る。 | 付加価値提案を助言する。 |
この場合、答案②より①が〇です。「世間一般に好まれる」①の結論先出しは、もしそこでミスると、採点心理上、後続が総崩れになりやすいため。それより、与件の事実をコピペで書き連ね、最後にそうっと結論を。そう発展した経緯を考えれば、「診断士体」を使いこなして損はしません。
では4事例中最低スコアの超難問、H30「Ⅲ」の高スコア分析です。
【高スコア答案分析(Ⅲ)】「診断士体」の使い方
1⃣超難問にドボンでも、解答技術は年々進歩
今回の仮説検証には、以下4つの解答例を使いました。
①KEC解答速報
→当日公開と考えると、十分すぎる模範解答。
②きゃっしいの事例解答
→支持者も多い、前年280点ホルダーによる解答例。
③HAKS氏の上級者答案
→「1次」知識はこう使え。診断士の役目は課題の発見・解決。
④当サイトのコピペ解答
→「Ⅲ」はこんなものだろ。高を括った分アラが目立つ斬られ役。
2⃣コピペ時代の得点仮説(Ⅲ)
Bランク~第1問にSWOT復活。最終第5問がコピペで書ける易問サプライズ。
顧客企業の生産工場の海外移転などの経営環境にあっても、C 社の業績は維持され てきた。その理由を 80 字以内で述べよ。
| 〇KEC | 〇きゃっしい | 〇HAKS | △当サイト |
| 金型製作の一貫体制を作り技術力を強化する事で、 | 理由は①金型の設計・製作から成形加工までの体制を構築し | 理由は①一貫生産体制を構築し技能士取得やOJTで加工技術強化を図り | 理由は、①金型設計・製作部門を新設し、 |
| 顧客企業の歩留まり向上等によるコスト低減ノウハウを蓄積できた事や工業団地組合の共同受注等により | ②資格取得者養成、OJTで技術力を強化しコスト低減ノウハウを蓄積し | ②工業団地組合と連携した製品で顧客のコスト削減に対応した高付加価値な製品で | ②技能士などの養成やOJTによる加工技術力強化とコスト低減を実現した他、 |
| 受注量減少を補填した。 | ③工業団地組合で受注、開発等を助け合ったため。 | 受注量減少に対応した為。 | ③工業団地内の企業と共同開発などで助け合ったこと。 |
H29で消えて慌てさせた、SWOT問題の復活です。80字と字数が少ないため、40字×2要素を浮かべ、1センテンスでつなげばバッチリ。
〇KEC、〇HAKS答案では、事例Ⅱダナドコを応用した期待効果(受注量減少に対応)も含めており、書き方の参考になります。
わが国中小製造業の経営が厳しさを増す中で、C 社が立地環境や経営資源を生かし て付加価値を高めるための今後の戦略について、中小企業診断士として 120 字以内で 助言せよ。
| 〇KEC | 〇きゃっしい | 〇HAKS | 〇当サイト |
| [ダナドコ] | [コピペ先行] | [ハイブリッド] | [結論先出し] |
| 海外から戻りつつある国内家電製品企業等を対象に、 | 戦略は①工業団地組合との連携を強化し | 戦略は工業団地組合の共同受注体制を強化し、組合企業の他の取引先からの高単価な受注数を増やす事。 | 戦略は、インサート成型の受注拡大とする。 |
| 同じ工業団地に立地する金属プレス加工等の電気・電子部品に関連する中小企業と連携し、 | ②習得した高度なインサート成型技術により顧客企業の工程数の短縮や納期の短縮、コスト削減を図り、付加価値を向上させ | 具体的には顧客企業の低コスト要望に対し、自社の設計能力や組合企業と連携したインサート技術等でVE等の高付加価値な提案を実施する事で | ①工場団地内の助け合いに加え金属加工部品を調達し、 ②国内に戻った家電製品の生産需要を捉える。 |
| インサート成型技術を活かして顧 客企業工程数や納期の短縮・コスト削減を提案する | ③以前の国内生産品が戻り始めた機会を活かし | ③加工技術や低コストに短納期や小ロット対応を加え、 ④顧客企業への工程短縮やコスト削減の | |
| 差別化戦略を採るように助言する。 | 顧客企業やそれ以外の企業からの受注の拡大を図る。 | 確実に受注する事。 | 付加価値提案を助言する。 |
記事冒頭に挙げた、120字1センテンスの書き方です。〇KECはダナドコフレームの応用、〇きゃっしいは与件のコピペを因果でつなげる、お手本といえる書き方です。
当問では「インサート成型」を使うのが明確なため、〇当サイトは[結論先出し]をしていますが、×で外すリスクを考えると、この書き方は慎重にするのが良さそうです。
Cランク~定番問題ながら変化球で難化
C 社の生産計画策定方法と製品在庫数量の推移(図 1 )を分析して、C 社の生産計画 上の問題点とその改善策を 120 字以内で述べよ。
| 〇KEC | △きゃっしい | 〇HAKS | 〇当サイト |
| 問題点は、①ロットサイズが段取り時間と生産効率を基準に決定される事で大きくなり、製品在庫が過大な事である。 | 問題点は生産ロットサイズが受注量より大きく計画され、製品在庫が過大な点。 | 問題点はロットサイズが過大で週間の出荷数量に対して過大な在庫を抱える事。 | 問題点は、①週1回の生産計画と大きな生産ロットにより製品在庫が過大な他、 |
| ②短納期や小ロットでの顧客対応が遅れること。 | |||
| 改善策はロットサイズを受注量に合わせて適正化し、 | 対応策は①段取り作業の効率化で段取り時間を短縮した上で②生産ロットサイズを小さくし | 改善策はA製品は出荷量に合わせた最適ロットサイズにし、 | 改善策は、③段取り改善を前提にロットを小さく、 |
| 変動がある製品については安全在庫を考慮した生産計画を変動が少ない製品より先に計画する。 | ③生産計画を見直し、週1回の生産を改め1週間に複数回生産し在庫量を適正化すること。 | 生産サイクルを一定化する事で他製品の生産計画を組みやすくし、 生産計画の見直しを実施する事で在庫量を適正化していく。 | ④X社以外分の生産計画を日次化し、在庫水準を下げて需要変動への対応力も高める。 |
H30「Ⅲ」は第2、4問が難しく、(図1)の読み取りで第3問を確実に当てたい所で、すると上のようなお揃い答案に。
もちろん1人が全問正解をするわけでなく、△きゃっしい答案では「他製品の生産計画」が漏れる分、多少の失点があります。
C 社が検討している生産管理のコンピュータ化を進めるために、事前に整備してお くべき内容を 120 字以内で述べよ。
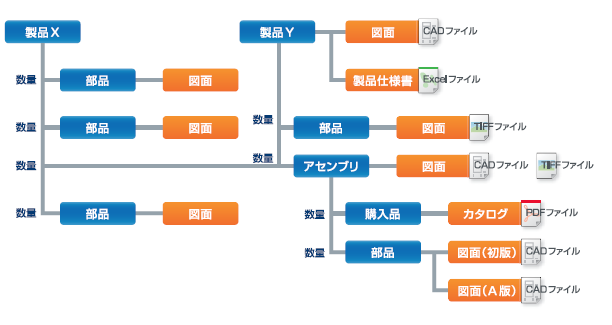
参考:PDM
Product Data Managementの略で、「製品データ管理」の意味。製品図面、部品の構成表、技術文書などの製品設計に関連する情報を共有し、一元管理することを指す。生産工程で生じる課題を解決し、効率化を図る手法のこと。PDMを実現するための情報システムを「PDMシステム」と呼ぶ。
出典:大塚商会IT用語辞典
| △KEC | △きゃっしい | 〇HAKS | △当サイト |
| 準備内容は、①全ての金型について分類整理し社内の統一した識別コードを付与する | 内容は①データベース化のため、顧客からの支給品を含む金型と使用材料に社内で統一した識別コードを整備し | 整備する内容は①金型や材料に統一した識別コードを付け、使用する製品や成型機、標準作業時間との紐づけをし | 内容は、①作業者が効率よく金型、材料を使用できるデータベースである。 |
| ②金型置き場及び材料倉庫の置き場所についてはレイアウトを改善した上で位置を明確に定め 5Sを徹底し作業の無駄を無くす | ②段取り作業時間を短縮し生産現場で効率的に運用するため、 | ②定位置管理や保管地図作成をし | ②顧客からの支給品を含む金型の統一識別コードを作り、 |
| ③コンピュータ管理者の選任と作業者の訓練である。 | 金型や使用材料の置き場を決めた上で仕入れ先にも使用材料の納品位置を守らせること。 | ③5Sの徹底を図らせた上で | ③インサート成型で使う金属加工品を含む使用材料をデータ化し |
| ④これら情報やこれまでの受注情報、在庫情報等を統合してデータベース化する事である。 | ④段取り時間中に探す時間を省くよう置き場情報も整備する。 |
しっかり点差がつく問題で、「統一識別コード」「金型置き場の位置決め」までは必ず使います。
設問リード文の「現品管理」にピンときて、現品管理、5S、整理整頓あたりの用語を浮かべれば、出題者の思惑通り点がもらえそうです。「PDM」は1次「運営」で既出とはいえ、ノーヒントで思い浮かべるのは難しく、〇HAKS氏答案の着眼の良さが光ります。
平均的な答案でここまで書く方は少なく、生産管理→「進捗」「現品」「余力」を列挙しただけの答案が目立った問題です。
Eランク~渾身の作問ながら、ひっかけが強烈すぎて実質没問
C 社の成形加工課の成形加工にかかわる作業内容(図 2 )を分析し、作業方法に関する問題点とその改善策を 120 字以内で述べよ。
| 〇KEC | 〇きゃっしい | 〇HAKS | △当サイト |
| 問題点は、作業者の段取り作業と成型機の手待ち時間が長く生産性が低い事である。 | 問題点は①人・機械双方に待ちが多く | 問題点は段取作業の手順が悪く、作業者と成型機の待ち時間が多く発生している事。 | 問題点は、①成型機の段取り時間の長さや2台持ちでの待ち時間が生じ、 |
| ②段取り時間が長い点。 | ②ジャストインタイムな生産に移行しにくいこと。 | ||
| 改善策は①時間を多く割いている作業中の移動作業を改善の上待ち時間の間に行い外段取り化する | 対応策は①成型機2の段取り作業を先に行い、製品Dへの段取り作業を昼休み前に行うことで、昼休み中も機械を稼働し、待ち時間を短縮し | 改善策は作業者の待ち時間に次の製品の金型を移動させ、成型機に取り付ける外段取りを実施し、 | 対応策は、③加工時間の短い成型機2の段取りを先にして作業者の待ちを減らし、 |
| ②製品の加工順番を合理的に変更し昼休み中も機械を稼働させる事で稼働率を上げる。 | ②金型の移動を外段取り化することで段取り時間を短縮すること。 | 昼休みの待ち時間等で自動で成型作業を行う事で、成型機の稼働率を高める事である。 | ④昼休み前に2回目の段取りを終えて成型機の待ちも減らす。 |
当問については、作問者の用意したトラップが強烈すぎて、少数の正解者にも得点を与えない実質没問ではないか、との指摘があります。
その仕掛けは、設問文で「作業方法」と問い掛けた後、与件文第13段落に、いかにも”作業方法”っぽい表現を置き、第4問と混同させる手口です。この”作業方法”は「IEの作業研究」と読み替えるのが正しく、マン-マシンチャートも用意しています。ところが、設問文に「作業内容(図2)を分析」とあるのに、多くの方がその指示をすっ飛ばす。そうなった理由を仲間と話し合っておけば、このトラップはもう心配不要です。
正解は、〇KEC 〇きゃっしい 〇HAKS答案にある、①機械の稼働順を変えて待ち解消 ②外段取り化による時短の2つです。△当サイト答案は片方が漏れていて、減点ですね。初見でピタリ当てるのは至難なので、1次「運営」学習の重要さを説く、意欲的な出題と言えそうです。
今日のまとめ
診断士体(読点や箇条書きを駆使した、100~150字1センテンスのキレイな日本語)の書き方はこれでわかった。ついでにブログを探せば、①詳しい書き方 ②メリットもすぐ見つかります。
だからこの試験では、「書き方」に時間を掛けたり、技を競う意味は薄い。
すると「Ⅲ」作問者の思惑通りに、生産管理用語のあてはめ方、使い方へと議論が進む。そしてこの力作事例に何を学び、あと半年どう備えるかで点差が開く出題を今年もしてくれる。
工夫した良問を出すと事例の人気が高まる。もう「Ⅲ」のブームは待ったなしです。
■■ここからテンプレ■■