受験8,000人のマストであるふぞが、「Ⅲ」→「Ⅳ」と進むにつれ隣にからかわれる。それは猫60点で差がつかないのに、ボク達のノウハウ!を掲げて「過去問の答を覚える勉強」に固執するため。
ふぞろい教徒が伝統的に苦手とするのが、1次→「法務」、2次→「事例Ⅲ」。両者の共通点は過去問と同じ問題は二度と出ない点な。
1⃣「Ⅲ」が求める、知識の抽象化

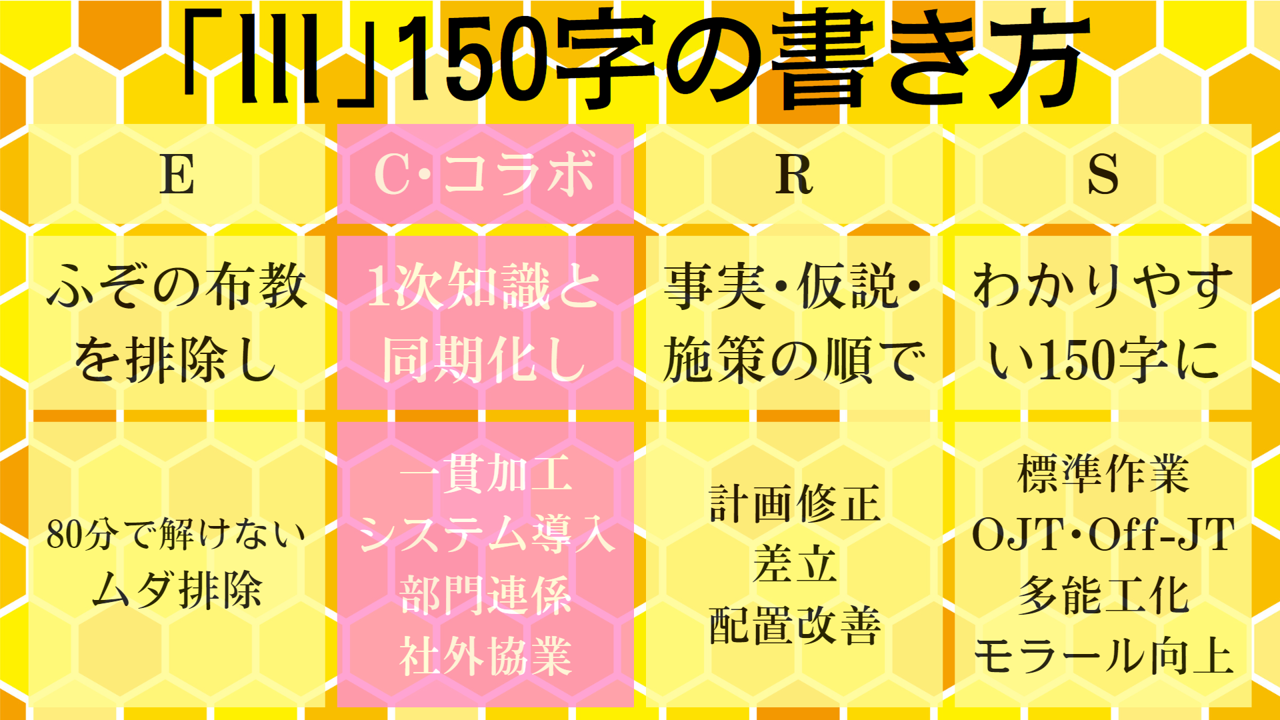
もし80分で間に合う手順にカイゼンしたけりゃ、その手段はECRS一択。難問「Ⅲ」の答もECRSで分類すると超簡単です。
史上最凶の難問、R3「Ⅲ」モデル答案をECRS分類
| E | C | R | S | ||
| R3第2問 | (a1)生産計画を見直して受注小ロット化に対応。(20字)(b1)①生産計画を月1回から週次に変更し、②受注量より多いロットサイズの生産を止めて過剰な製品在庫を避け、③納期が長い資材の在庫保有量を増やして生産計画に余力を持つ。(80字) | 過剰生産 過剰在庫 | 計画週次化 | ||
| R3第2問 | (a2)縫製工程の負荷を見直して生産を平準化する。(20字) (b2)①熟練職人の職務設計を見直し、②自社ブランド品の生産・修理・仕上げ工程への作業割り当てを減らすことで、③縫製以外の工程の稼働率向上と生産リードタイムの短縮を図る。(80字) | 非効率な作業 | 工程平準化 | ||
| R3第3問 | 製品企画面の課題は、①小売店や自社サイト経由で顧客ニーズを掴み、②永く愛着を持って使える、③将来の直営店向け新製品の企画経験を積む。生産面の課題は、①商品企画部と連携し、②生産管理担当者を育成して受注予測精度を高め、③欠品や過剰在庫を防ぐ。(120字) | 販売とニーズ収集 | 予測精度向上 | ||
| R3第4問 | 熟練職人の手作りで高級感を出すよう助言する。対策は、①自社ブランド製品の高級感と企画から完成品までの一貫生産力を活用し、②作業割り当て時に熟練度以外も考慮して若手のOJTを進め、③熟練職人によるOff-JTを併用して多能工化を図り、④将来の直営店に修理工房を併設し従業員顧客双方の満足感を高める。(140字) | 修理工房併設 | 多能工化 若手OJT |
難問すぎる「Ⅲ」を80分で解くには、使われた施策をまずECRSに4分類。すると隣のふぞろいが一生パクれない速度で、施策がスルスル浮かびます。
| モデル答案 | E | C | R | S |
| R2第2問(1)【情報整理】 a)問題点は、①仕様や図面の変更による顧客とのやりとりで製作期間を圧迫し、②製作段階の打ち合わせで工場稼働を下げていること。(60字) b)対応策は、①営業受注時点で作業チームと連携して適切な納期を決め、②操業時間中の打ち合わせを控えて納期遅延を回避すること。(60字) | 作業の中断 | 受注時点で納期決定 | ||
| R1第2問【情報整理】 効果は、①生産量が2倍になることでの生産稼働率の向上効果、②X社生産ノウハウの獲得による生産品質の向上効果。リスクは、①X社の生産状況に対する依存リスク、②加工能力不足時の納期遅延リスク、である | 受託生産で稼働向上 | X社依存リスクの認識 | ||
| H30第1問【情報整理】 理由は、①金型設計・製作部門を新設し、②技能士などの養成やOJTによる加工技術力強化とコスト低減を実現した他、③工業団地内の企業と共同開発などで助け合ったこと。 | 工業団地で共同開発 | OJT強化 | ||
| R2第4問【助言】 C社は、①表面品質にこだわる溶接や研磨技術に加えて、レイアウト改善による大型モニュメント対応により品揃えを充実させ、②据付までの高い設計力に加えて、営業と生産部門が連携した短納期対応を実現し、個別受注力を高めて事業を拡大する様に助言する。(119字) | 営業生産連携 | レイアウト改善 | ||
| R1第4問【助言】 戦略は、①機械加工部門を強化し、設計から熱処理までの一貫加工体制を盤石として差別化し、②生産性向上、作業標準化によりX社向け以外の量産の機械加工に対応、同時に営業部門の新設により受注・売上の拡大を目指す。 | 一貫加工体制 | 作業標準化 | ||
| H30第5問【助言】 戦略は、インサート成型の受注拡大とする。①工場団地内の助け合いに加え金属加工部品を調達し、 ②国内に戻った家電製品の生産需要を捉える。 ③加工技術や低コストに短納期や小ロット対応を加え、 ④顧客企業への工程短縮やコスト削減の 付加価値提案を助言する。 | 顧客のファブレス化 | 工業団地協業 | ||
| R1第3問(1)【助言】 新工場の在り方は、①マシニングセンタ他の汎用機械導入による自動化、②IEでの作業見直しによる多能工化で一人当たり生産性を高め、③作業標準化と従業員教育を進め、個人のスキルに依存しない作業品質を確保する。 | マシニングセンタで汎用加工 多能工化 | 作業標準化 従業員教育 | ||
| R1第3問(2)【助言】 必要な検討は、①機械加工部と熱処理部の生産計画の統合、②X社からの確定受注情報に合わせた計画策定スパンの短縮、③受注量に合わせた生産ロットサイズ縮小、④日程計画に合わせた材料発注サイクルの短縮、⑤余力管理による工程間の負荷の調整。これらにより、生産リードタイムの短縮を図る。 | 過剰生産 過剰在庫 | 生産計画の統合 | ||
| H30第3問【期待効果】 問題点は、①週1回の生産計画と大きな生産ロットにより製品在庫が過大な他、 ②短納期や小ロットでの顧客対応が遅れること。改善策は、①段取り改善を前提にロットを小さく、②X社以外分の生産計画を日次化し、在庫水準を下げて需要変動への対応力も高める。 | 過大在庫 顧客対応の遅れ | 生産計画の日次化 | ||
| R2第2問(2)【期待効果】 問題点は、①作業チームの技術力や工程順序・工数見積の標準化の遅れに加え、②スペースや高さの制約で加工物の移動が多いこと。(60字) 対応策は、①チームの技術力を平準化して工程順序や工数見積を柔軟にし、②設備配置の再見直しで移動を減らし稼働率を向上させる。(60字) | 運搬作業 | チーム力の平準化 | ||
| H30第2問【期待効果】 問題点は、①成型機の段取り時間の長さや2台持ちでの待ち時間が生じ、 ②ジャストインタイムな生産に移行しにくいこと。対応策は、③加工時間の短い成型機2の段取りを先にして作業者の待ちを減らし、④昼休み前に2回目の段取りを終えて成型機の待ちも減らす。 | マンマシン待ち時間 | 作業順の変更 | ||
| R2第3問【助言】 C社は、①3次元CADを導入して顧客承認段階までのやりとりをスムーズにし、②作業チームの余力や進捗管理をデジタルデータ化して生産計画変更や差立を柔軟にし、③IoTセンサー技術で不稼働を検知して設備稼働率を高め、納期遅延を解消するよう助言する。(117字) | 3次元CAD | 進捗管理 差立 | ||
| H30第4問【助言】 内容は、①作業者が効率よく金型、材料を使用できるデータベースである。②顧客からの支給品を含む金型の統一識別コードを作り、③インサート成型で使う金属加工品を含む使用材料をデータ化し④段取り時間中に探す時間を省くよう置き場情報も整備する。 | 金型・材料を探す時間 | 統一識別コード |
2⃣抽象化ブロックシートをECRS別に

口述試験で10分4問をスラスラ完答するデキる君は、与件をビジュアル化して右脳でイメージ記憶。筆記当選したら慌てずほほぅと眺め、足したい根拠があれば自分で加筆も。ギョーカイ最新・先端・最強の口述対策とは、もちろん完全無料で利用・改変・再配布も自由です。※パクリを公言する試験サークルを除く。
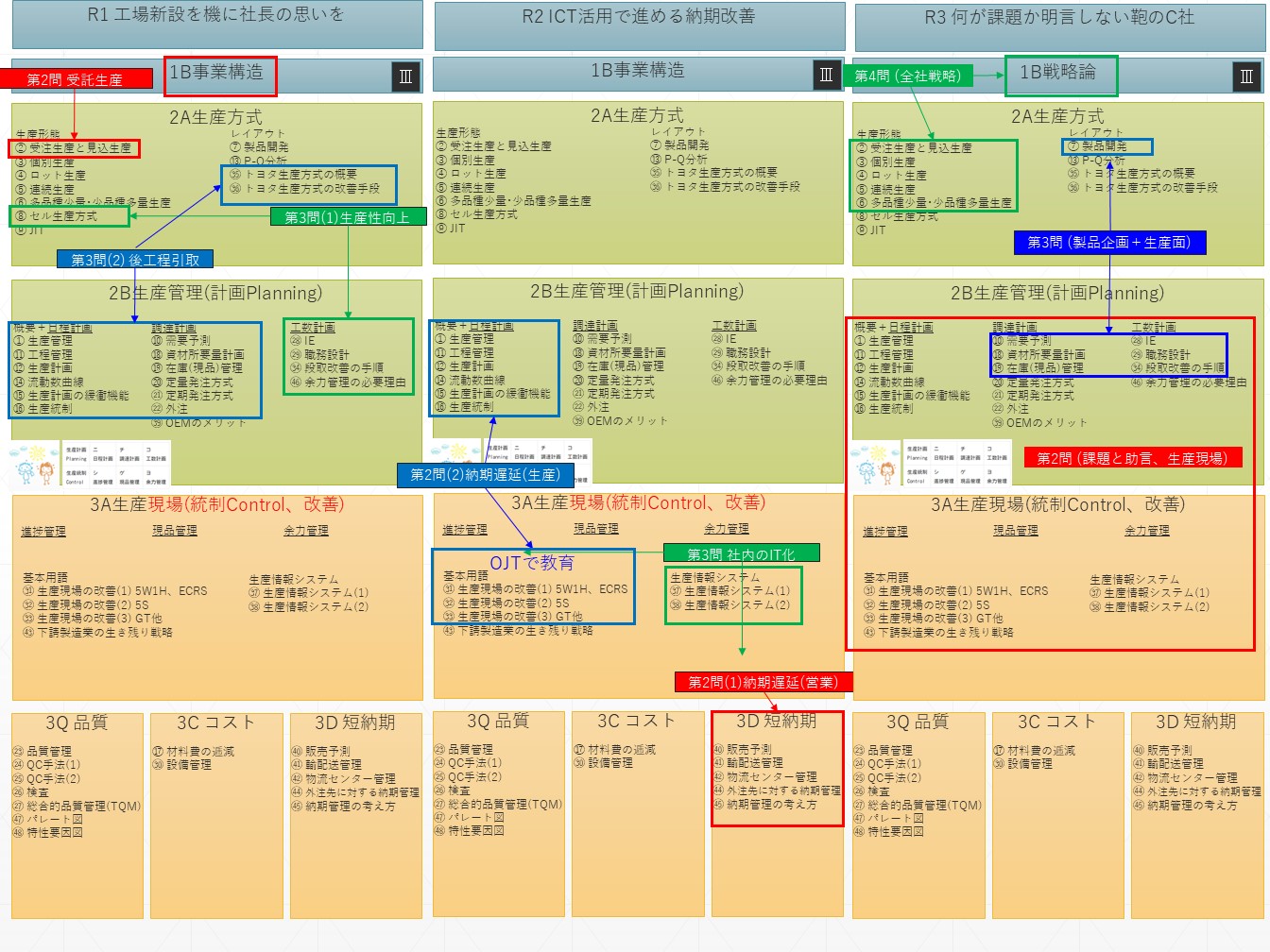
【最重要知識】「生産管理」はニチ子とシゲヨ
日程・調達・工数計画をECRSに対応させるとこうなります。
日程→R順序の組み方、調達→E過大調達・在庫の回避、工数→S簡単に標準化してできればC同時。
| 項目 | E | C | R | S | 短評 |
| 日程計画 | ◎ | 日程&PDCAとは順序の組み方 | |||
| 調達計画 | 〇 | 過大調達・過大生産が在庫の原因 | |||
| 工数計画 | △ | 〇 | △ | 〇 | なるべく簡単に、できれば同時に |
【生産方式】トレードオフの知識を確実に
E無くす論点:過大な在庫+作り過ぎ(大ロット)
Cまとめる利点:生産効率が良くなり、両者のイイトコ取りがセル生産&多能工化
| 項目 | E | C | R | S | 短評 |
| 2A生産方式 | |||||
| 生産形態 | |||||
| ②受注生産と見込生産 | ◎ | ○ | 同時に作ると効率良いが在庫が発生 | ||
| ③個別生産 | ○ | 在庫がない分、納期DコストC重視 | |||
| ④ロット生産 | ◎ | ○ | まとめて作れるが段取り替えのロス | ||
| ⑤連続生産 | 〇 | ◎ | 需要や計画を読み誤ると在庫発生 | ||
| ⑧セル生産方式 | 〇 | 〇 | 〇 | 標準作業で多能工化し意欲も向上 | |
| ⑨JIT | ◎ | 仕掛在庫のロス削減 | |||
| レイアウト | |||||
| ⑦製品開発 | ○ | Ⅲではレイアウト~生産設計と連動 | |||
| ⑬P-Q分析 | ◎ | ○ | 個別生産〜連続生産の判断基準 | ||
| ㉟トヨタ生産方式の概要 | ◎ | JIT・自働化はじめひたすらムダ取り | |||
| ㊱トヨタ生産方式の改善手段 | ○ | ◎ | 標準・多能工化でムラを取る平準化 |
【生産計画planning】C社長に一番喜ばれる答が「R順序の変更」
■ムダを無くし(E)、まとめて作ると効率的(C)位はC社長もわかっているので、「計画時点で順序を変える(R)」提案が喜ばれやすい。
■何より順序を変えるだけなら、ほぼノーコスト。
今年の「2次」対策は、取り組みやすいⅣ→Ⅱ→Ⅰ→Ⅲの順にするのがセオリー。いよいよ10月からは、「Ⅲ」60点の安定度で格差を加速な。
| 項目 | E | C | R | S | 短評 |
| 2B生産管理(計画planning) | |||||
| 日程計画 | |||||
| ①生産管理 | 生産管理の定義+PDCA | ||||
| ⑪工程管理 | ○ | ◎ | 計画=planning、統制=control | ||
| ⑫生産計画 | ○ | ◎ | ニチ子とシゲヨ | ||
| ⑭流動数曲線 | ○ | ○ | 生産期間&仕掛在庫量の見える化 | ||
| ⑮生産計画の緩衝機能 | ○ | ○ | 適切な余裕を持つとムダが減らせる | ||
| ⑯生産統制 | ◎ | 作業を割り当ててシゲヨで統制 | |||
| 調達計画 | |||||
| ⑩需要予測 | ○ | ◎ | 連続生産に必須、受注生産でも大事 | ||
| ⑱資材所要量計画 | ○ | ◎ | 部品表で数を決め経済的数量で発注 | ||
| ⑲在庫(現品)管理 | ◎ | 市場変化が速い時代では在庫は悪 | |||
| ⑳定量発注方式 | ◎ | 重要性の低い消耗品等はまとめ買い | |||
| ㉑定期発注方式 | 〇 | 必要で大事な部品は欲しい数だけ | |||
| ㉒外注 | 〇 | 変化が速い時代はファブレス有効 | |||
| ㊴OEMのメリット | 〇 | 〇 | 発注・受注の利害が一致してコラボ | ||
| 工数計画 | |||||
| ㉘IE | ○ | ◎ | ECRSを極めたゴールが作業標準 | ||
| ㉙職務設計 | ○ | 標準化→さらに工夫→モラール向上 | |||
| ㉞段取改善の手順 | ○ | ◎ | 順序を変えてムダ取りすると時短 | ||
| ㊻余力管理の必要理由 | ○ | 多少の遊び(slack)で遅れを吸収 |
【生産現場・統制control】生産現場の諸問題はコツコツ改善PDCA
■日々の諸問題はセオリー通りのPDCAで日々カイゼン。
■ラディカルに変えたい時はシステム導入で助言DRINK。
| 項目 | E | C | R | S | 短評 |
| 3A生産現場(統制control) | |||||
| 基本用語 | |||||
| ㉛生産現場の改善(1)5W1H,ECRS | ◎ | ○ | ○ | ムダ回避が◎、次に同時・順序変更 | |
| ㉜生産現場の改善(2)5S | ◎ | 80分に不要な手順・ノウハウをポイ | |||
| ㉝生産現場の改善(3)GT他 | ◎ | まとめるのが効率的で進捗は可視化 | |||
| ㊸下請製造業の生き残り戦略 | ○ | タテに統合されないヨコ関係を構築 | |||
| 生産情報システム | |||||
| ㊲生産情報システム(1) | ○ | ◎ | CAD・CAM・CAEは「1次」の知識 | ||
| ㊳生産情報システム(2) | ◎ | 生産現場はセンサー+デジタル化 |
■仮にも1次「運営管理」で60点クリアした方なら、寝ながらでも思い出せる程度がQCDのブロックシート知識。
■ここを出しても点差にならないし、そもそもマス目にデタラメ知識を書いても今の「Ⅲ」での加点はない。
| 項目 | E | C | R | S | 短評 |
| 3Q品質 | |||||
| ㉓品質管理 | ○ | ◎ | 品質標準化を進めて不良品を排除 | ||
| ㉔QC手法(1) | 〇 | QC7つ:サンチェ監督引っ張れそう | |||
| ㉕QC手法(2) | 〇 | 新QC7つ:新連携アロマでP | |||
| ㉖検査 | 〇 | 答案密度は書き過ぎ薄すぎ共に× | |||
| ㉗総合的品質管理(TQM) | 基本的に出題対象外 | ||||
| ㊼パレート図 | 〇 | P-Q分析とセットで覚える | |||
| ㊽特性要因図 | 〇 | 複雑な状況を視覚的に説明しやすい | |||
| 3Qコスト | |||||
| ⑰資材管理の重要性 | 〇 | コストに一番影響するのが材料費 | |||
| ㉚設備管理 | 〇 | 故障するとどこかに支障、予防重視 | |||
| 3D短納期 | |||||
| ㊵販売予測 | 〇 | 店舗管理で学習済で、在庫を回避 | |||
| ㊶輸配送管理 | 〇 | 〇 | コスト増の小口配送は順序を検討 | ||
| ㊷物流センター管理 | 〇 | 〇 | 東西の2工場が物流拠点になるケース | ||
| ㊹外注先に対する納期管理 | 〇 | 外注先とはネットワークで一元管理 | |||
| ㊺納期管理の考え方 | 〇 | 納期を意識した適正な生産水準 |
今日のまとめ

秋の新作「Ⅲ」を80分で解くには、①問われる知識を抽象化+②自分の軸で使いやすく+③過去問と同じ問題は二度と出ない。うっかりふぞを使って「過去問の答を覚えてしまわない」ことが今年最初のマストです。